
Activated Rice Husk as a Heterogenous Catalyst Over Optimised Waste Cooking Oil Biodiesel Production
- Ogbodo Nkiruka Jacinta
- Onukwuli Okechukwu Dominic
- Esonye Chizoo
- 53-64
- Jun 1, 2024
- Education
Activated Rice Husk as a Heterogenous Catalyst Over Optimised Waste Cooking Oil Biodiesel Production
Ogbodo Nkiruka Jacinta*1, Onukwuli Okechukwu Dominic2, Esonye Chizoo1
1Chemical Engineering Department, Alex Ekwueme Federal University Ndufu Alike, Ebonyi State
2Chemical Engineering Department, Nnamdi Azikiwe University, Awka, Anambra State.
*Corresponding Author
DOI: https://doi.org/10.51584/IJRIAS.2024.905005
Received: 11 April 2024; Accepted: 17 April 2024; Published: 01 June 2024
ABSTRACT
Biodiesel is a globally accepted biofuel as an alternative to fossil fuel based petro-diesel. Production of biodiesel through transesterification reaction involves the use of vegetable oils or animal fats and alcohol in the presence of catalysts. In this present work, activated sodium silicate rice husks was used as a heterogenous catalyst for the production of biodiesel using methanol through transesterification process. The process was optimized using central composite design-based Response Surface Methodology to investigate the interaction of five factor five level process parameters for biodiesel production of methanol oil ration of 3:1-15:1, catalyst dosage 1-5 wt%, reaction temperature 45-65 oC, reaction time of 1-5 hrs and agitation rate of 100- 500 rpm for the multi-response parameters of biodiesel yield, viscosity, flashpoint, cetane number and cloud point. Under the optimal reaction conditions of 9:1 methanol to oil ratio, 3 wt% catalyst dosage at 3hrs and reaction temperature of 55 oC with the agitation rate of 300 rpm, the optimal biodiesel yield obtained was 86.3%. The produced biodiesel was confirmed to comply with the ASTM standards and rice husk ash (RHA) developed can serve as a low-cost catalyst support to produce biodiesel in industrial scale.
Keywords: Activated rice husk, Multi-response optimization, Transesterification, Calcination, ANOVA.
INTRODUCTION
Biodiesel is a good source of energy for the substitution of fossil fuels and has become the most renewable energy researched topic in recent times as result of its high usage in transport sector (Boloy et al., 2017). International Energy Agency (IEA), projected the increase in biofuels production by 3.3 million barrels/day for the period of 2012 to 2040 with the road transportation fuels consuming 8% (Singh et al., 2015), hence, biodiesel will likely play a significant role in reducing petro-diesel fuel demand which has led to environmental degradation, greenhouse gas emission leading to global warming and climate change and numerous health challenges for human beings (Aworanti et al., 2017; Sani et al., 2017; Tshizanga et al., 2015). Transesterification reaction is one the simplest and less expensive method of biodiesel production using triglycerides of vegetable or fatty oils and alcohol in the presence of catalyst to produce biodiesel and glycerol as by-product. Biodiesel produced through transesterification process possesses quality fuel properties such as low carbon dioxide emission, relatively high flash point and cetane number value with good lubrication properties similar to conventional diesel fuel characteristics, hence can be used without mixing with petroleum derived diesel (Aworanti et al., 2013, Canakci., 2007).
The quality of biodiesel produced from fatty oil depends on the feedstock materials (edible oil, non-edible oil, fat and microalgae), catalyst types (homogenous or heterogenous) and alcohol at different process operating conditions such as methanol to oil ratio, catalyst dosage, reaction time and temperature and the rate of agitation of the reactants. (Tshizanga et al., 2015; Clark et al., 2013). Biodiesel production using pure refined oil as feedstock has been confirmed in literature to be more expensive than petroleum derived diesel due to the high cost of the refined oil (Atabani et al., 2012; Dwivedi and Sharma 2014). The various types of catalyst used for transesterification reaction of biodiesel production are homogeneous (acid and base) and heterogeneous catalysts (acid, base and enzymatic catalysts). Although, homogenous catalysts produces higher quantity of biodiesel, less corrosive using lesser quantity of alcohol for the transesterification process at mild process conditions (Diego et al., 2017), it has been reported that alkali catalyst is sensitive to free fatty acid in feedstock used for biodiesel production. Hence, heterogenous catalysts are preferred when using oils with free fatty acid above 2 wt% as the feedstock such as waste cooking oils. Consequently, a two-step transesterification process involving esterification process must be applied as a pre-treatment in order to eliminate or reduce the free fatty acid before proceeding to the transesterification process when using homogenous catalysts (Simasatitkul et al., 2012; Cheng et al., 2008; You et al., 2007). In recent years, many researchers have worked on how to reduce the cost of production of biodiesel from feedstocks such as waste cooking oil using homogeneous catalyst (Ricahrd et al., 2017; Ali et al., 2014; Ayoola and Stephen., 2014; Mohammed and Bhargavi 2015). However, fewer works have been done on the use of waste agricultural products such as rice husks towards determining the possible optimum level of process variables for statistical optimization. The use of waste cooking oil as feedstock to replace pure vegetable oil in biodiesel production and activated waste rice husk as heterogenous catalyst will reduce the cost of biodiesel production and also reduce the environmental impact of biodiesel production process (Berchmans et al., 2008). The aim of this research paper is to study the potential use of activated rice husk using waste cooking oil as feedstock for optimized one step biodiesel production. The characteristic effects of the transesterification parameters such as, methanol oil ration, catalyst dosage, reaction temperature, reaction time and agitation rate on biodiesel yield were evaluated to determine the optimal process conditions for the biodiesel yield and the corresponding fuel properties (flash point, viscosity, cetane number and cloud point).
MATERIALS AND METHODS
Feedstocks Collection and Preparation
Waste cooking oil and raw rice husk were collected from local cafeteria and rice mill in Ikwo, Ebonyi state, Nigeria. Other reagents such as Methanol, sulphuric acid, sodium hydroxide and phenolphthalein were obtained from a chemical outlet in Enugu, Enugu state, Nigeria. The rice husk catalyst preparation and characterization were carried out according to process previously reported by the authors. For the WCO pretreatment, 500ml triple round bottom conical flask was used as a reactor and magnetic stirrer (with hot plate) was used as a stirring and heating medium. The waste cooking oil were firstly heated at 110°C for 10 minutes in a microwave oven to remove moisture, thereafter the hot waste cooking oil was washed several times with hot water and filter paper for filtration process to avoid impairment of oil quality capable of causing reduction in the transesterification reaction conversion and also to avoid generation of undesirable by-products (Carlos et al., 2011). The pretreatment process reduced the free fatty acid of the waste cooking oil to the acceptable value below 2 wt% and hence one step transesterification process was used for the biodiesel production. The properties of the raw waste cooking oil (R-WCO), pre-treated waste cooking oil (P-WCO) and produced biodiesel were determined according to the ASTM and AOAC standards. Properties analyzed includes kinematic viscosity, flash point, cloud point, density, iodine value, acid value, saponification value, Refractive index, free fatty acid (%) and pour point.
Transesterification of pre-treated waste cooking oil (P-WCO)
Production of biodiesel from pretreated waste cooking oils through transesterification process were carried out in accordance with the procedures used by Alwi Gery et al., (2021), Onukwuli et al., (2020) and Aworanti et al., (2019). For the production, various quantities of methanol and the activated catalyst as shown in design matrix as shown in Table 1 were weighed and poured into a 500ml conical flask. The mixture was mixed vigorously with magnetic stirrer before gently adding 50ml of pretreated waste cooking oil previously heated at 60°C. The prepared mixture was further stirred with the aid of a hot plate and a magnetic stirrer at specified rate and the reaction temperature was maintained based on the experimental design of the process. At the end of the process, the product was separated from the mixture of biodiesel and glycerol after settling for 24 hrs in a separating funnel with the glycerol layer at the bottom and biodiesel layer at the top. The biodiesel yield was calculated using Equation (1) below and the physical and chemical properties of produced biodiesel were determined and compared with ASTM and EN 14214.
Biodiesel Yield (%) = (1)
Design of experiment for WCO biodiesel production
Response surface methodology (RSM) is a statistical procedure which produces response surface model equations from experimental processes to predict the process system. In this current work, central composite design based RSM was used to optimize the five-level five-factor reaction conditions responsible for biodiesel multi-responses using design expert software package (Faizollahzadeh Ardabili et al., 2017). Total of fifty (50) experiments was carried out to analyze the interaction between parameters such as methanol to oil molar ratio, catalyst dosage, reaction time, reaction temperature and agitation rate. to determine the optimum condition for yield and the corresponding responses (viscosity, flash point, cetane number and cloud point). Table 1 represents the coded design matrix for the transesterification process.
Table 1: Design experiment for heterogenous process
| Factor | Units | Symbol | Coded Levels | ||||
| -α | -1 | 0 | 1 | +α | |||
| Catalyst Dosage | w% | A | 1 | 2 | 3 | 4 | 5 |
| Reaction Temperature | °C | B | 45 | 50 | 55 | 60 | 65 |
| Reaction Time | hrs | C | 1 | 2 | 3 | 4 | 5 |
| Methanol/Oil Ratio | mol/mol | D | 3:01 | 6:01 | 9:01 | 12:01 | 15:01 |
| Agitation | rpm | E | 100 | 200 | 300 | 400 | 500 |
Statistical data analysis
The prediction of accuracy of an optimization tool will be examined for any process by comparing the model’s predicted response to experimental response values. Analysis of variance (ANOVA) was performed using the concept of the coded values for the investigation of the significant terms and study the effect of the process variables on the response parameters. The empirical equations for the responses are represented as shown in equation (2) below:
(2)
Where, 𝛽o = constant term, 𝛽𝑖 = coefficient of linear term, 𝛽𝑖𝑗 = coefficient of interaction term, 𝛽𝑖𝑖 = coefficient of quadratic term; 𝑋𝑖, 𝑋𝑖𝑗 and 𝑋𝑖𝑖 are the variables for linear, interactive and quadratic terms respectively.
The fitted polynomial equations obtained from regression analysis will then be used to develop the response surface plots. The 3D surface plots of the interaction of the process parameters for the yield response was studied to determine how the process parameters interacts to give yield response. In addition, the modeling capabilities of the model for predicting optimal process conditions for transesterification conditions will be evaluated by plotting a graph against predicted values to the corresponding experimental value.
The analysis of variance for the R-WCOME transesterification process response parameters models are shown in Tables 5 for the heterogenous process. For this analysis, the F-value, lack of fit and R-squared values tests was performed to calculate the significance of the models.
RESULTS AND DISCUSSION
Raw WCO, Pretreated WCO and R-WCOME Characterization
ASTM methods were employed to determine the waste cooking oil methyl ester fuel properties (Obadiah et al., 2012). The fuel properties of waste cooking oil methyl ester were found to comply with ASTM and European Biodiesel Standards (EN 14214) international standards and thus confirms the possibility of waste cooking oil bio-diesel produced using activated rice husk as a biofuel (Arumugam et al., 2018) as shown in Table 3. Table 2 and Table 3 shows the physicochemical properties of the raw waste cooking oil, pretreated waste cooking oil and biodiesel produced from pretreated waste oil using activated rice husk base heterogenous catalysts. The fuel properties of the produced biodiesel were compared with ASTM and EN 14214 standards.
Table 2: Physicochemical properties of raw WCO and Pretreated WCO ASTM
| Properties | R-WCO | P-WCO |
| Moisture Content (%) | 1.049 | 0.545 |
| Density (g/ml) | 0.987 | 0.942 |
| Viscosity at 40°C (mm²/s) | 43.4 | 15.68 |
| Refractive index at 29℃ | 1.471 | 1.451 |
| Flash point (°C) | 246 | 186 |
| Fire point | 276 | 275 |
| Acid value (mg KOH/kg) | 12.11 | 2.24 |
| Free fatty acid | 6.224 | 1.12 |
| Saponification value (mg KOH/kg) | 208 | 186 |
| Iodine value (g I₂/100g) | 73.58 | 62.26 |
| Ash content (%) | 0.07 | 0.013 |
| Cloud point (°C) | 14 | 9 |
| Heating Calorific Value (KJ/mol) | 39.2 | 39.34 |
| Calorific value (MJ/kg) | 40.1 | 40.12 |
| Peroxide value (meq O₂/kg) | 10.25 | 9.2 |
| Molecular weight | 913.38 | 913.38 |
Table 3: Physicochemical properties of produced biodiesel (R-WCOME) compared with ASTM and European standard
| Properties | R-WCOME | ASTM | EN 14214 D6751 |
| Moisture Content (%) | 0.028 | < 0.03 | 0.02 |
| Density (g/ml) | 0.892 | 0.86–0.90 | 0.85 |
| Viscosity at 40°C (mm²/s) | 5.612 | 1.9–6.0 | 3.5–5.0 |
| Refractive index at 29℃ | 1.451 | – | – |
| Flash point (°C) | 168 | 130 min | 120 min |
| Fire point | 175 | – | – |
| Acid value (mg KOH/kg) | 0.293 | 0.5 max | – |
| Free fatty acid | 0.146 | 0.5 max | – |
| Pour point (°C) | 7.8 | -15 to -10 | – |
| Saponification value (mg KOH/kg) | 182 | – | – |
| Iodine value (mg/100g) | 101.63 | 48–60 | – |
| Cetane Number | 34.65 | 47 min | 51 min |
| Ash content (%) | 0.028 | – | – |
| Cloud point (°C) | 6 | -3 to 12 | – |
| Heating Calorific Value (KJ/mol) | 43.28 | 36 min | – |
| Calorific value (MJ/kg) | 45.37 | 42–46 | – |
Optimization of the process parameters and model validation
The process optimization was achieved by solving the regression equations (3)- (7). The optimum predicted values obtained are methanol to oil ratio of 9:1, Catalyst loading of 3 wt.%, reaction time of 3 hrs, and temperature 55 oC with R-WCOME yield of 86 %. and the predicted value was 75.20% using RSM. Table 4 shows the experimental and predicted values of the biodiesel yield, viscosity, flash point, cetane number and cloud point using RSM.
Biodiesel Yield (%) = +75.90-1.62A + 0.073B-1.52C + 3.03D + 1.29E – 0.37AB + 0.032AC -0.86AD + 2.33AE -1.00BC – 1.39BD + 0.66BE-1.00CD + 0.43CE – 0.40DE-2.65A2-3.00B2 + 3.29C2 + 1.05D2-3.71E2 (3)
R2 = 0.9585 Adjusted R2 = 0.9315 Pred R2 = 0.8818 Adequate Precision = 6.325 C.V % =7.03
Kinematic viscosity (mm²/sec) = +5.56 – 0.34A + 0.19B + 0.083C – 0.95D – 0.48E + 0.054AB – 0.033AC -0.12AD – 0.10AE + 0.018BC – 0.045BD – 0.048BE+ 0.016CD + 0.040CE + 0.12DE + 0.28A2 + 0.056B2 -0.39C2 + 0.13D2 + 0.13E2 (4)
R2 = 0.9022 Adjusted R2 = 0.8697 Pred R2 = 0.8515 Adequate Precision = 11.756 C.V % = 41.68
Flash point (C) = +145.07 + 0.62A – 0.18B + 0.62C – 3.33D + 0.46E + 0.022AB – 0.51AC 0.49AD + 0.030AE -0.41BC – 0.28BD + 0.025BE – 0.084CD + 0.68CE + 0.41DE + 2.47A2 + 0.79B2 – 3.98C2 + 1.04D2– 0.49E2 (5)
R2 = 0.9353 Adjusted R2 = 0.9217 Pred R2 = 0.8401 Adequate Precision = 10.42 C.V % = 1.48
Cetane number = +35.0 + 0.71A – 0.49B- 0.58C + 3.64D + 0.84E-0.31AB + 0.21AC + 0.31AD + 0.32AE + 0.20BC + 0.23BD + 0.22BE + 0.041CD – 0.20CE – 0.33DE – 1.17A2 + 0.017B2 + 1.66C2 – 0.90D2+ 0.084E2 (6)
R2 = 0.9024 Adjusted R2 = 0.8835 Pred R2 = 0.8673 Adequate Precision = 16.92 C.V % = 4.9
Cloud point (oC) = +6.10 – 0.029A – 0.25B + 0.27C – 1.14D – 0.065E + 0.059AB – 0.16AC – 0.17AD – 0.24AE – 0.34BC – 0.18BD – 0.021BE + 0.21CD + 0.24CE + 0.15DE + 0.051A2 + 0.27B2 – 0.29C2 + 0.34D2 – 0.46E2 (7)
R2 = 0.9725 Adjusted R2 = 0.9695 Pred R2 = 0.9294 Adequate Precision = 9.664 C.V % = 13.9
The ANOVA from the statistical model of biodiesel process yields indicates that the model fits well in describing the predictor (biodiesel yields) and the process parameters relationship. This can be confirmed from the calculated high f-values and low p-values. Large f-values suggest that most of the variations in the responses can be explained by the regression model equations while the low p-values (of ≤0.05 for the main effects, two-factor interactions and squared terms) justifies the significance of each term of the model.
Table 1: RSM design matrix for the heterogenous process
Table 5: ANOVA for Response Surface Quadratic Model for biodiesel yield.
| Source | Sum of Squares | df | Mean Square | F Value | p-value Prob > F | ||
| Model | 1103.02 | 20 | 55.15 | 2.16 | < 0.0001 | significant | |
| A-Reaction time (hr) | 69.74 | 1 | 69.74 | 2.73 | < 0.0001 | ||
| B-Rxn Temperature (C) | 0.17 | 1 | 0.17 | 6.65E-03 | 0.0002 | ||
| C-Catalyst dosage (wt%) | 67.24 | 1 | 67.24 | 2.63 | 0.0054 | ||
| D-Methanol / oil ratio | 234.21 | 1 | 234.21 | 9.18 | 0.0051 | ||
| E-Agitation rate (rpm) | 44.39 | 1 | 44.39 | 1.74 | 0.0017 | ||
| AB | 3.88 | 1 | 3.88 | 0.15 | 0.6996 | ||
| AC | 0.03 | 1 | 0.03 | 1.16E-03 | 0.9731 | ||
| AD | 18.88 | 1 | 18.88 | 0.74 | 0.3967 | ||
| AE | 155.75 | 1 | 155.75 | 6.1 | 0.0196 | ||
| BC | 30.07 | 1 | 30.07 | 1.18 | 0.2866 | ||
| BD | 56.21 | 1 | 56.21 | 2.2 | < 0.0001 | ||
| BE | 12.65 | 1 | 12.65 | 0.5 | 0.487 | ||
| CD | 25.93 | 1 | 25.93 | 1.02 | 0.3218 | ||
| CE | 5.29 | 1 | 5.29 | 0.21 | 0.6522 | ||
| DE | 4.18 | 1 | 4.18 | 0.16 | 0.6885 | ||
| A^2 | 9.06 | 1 | 9.06 | 0.36 | < 0.0001 | ||
| B^2 | 32.6 | 1 | 32.6 | 1.28 | 0.0077 | ||
| C^2 | 15.56 | 1 | 15.56 | 0.61 | 0.4412 | ||
| D^2 | 20.06 | 1 | 20.06 | 0.79 | 0.3826 | ||
| E^2 | 11.41 | 1 | 11.41 | 0.45 | 0.509 | ||
| Residual | 740.11 | 29 | 25.52 | ||||
| Lack of Fit | 557.47 | 25 | 22.3 | 0.49 | 0.8818 | not significant | |
| Pure Error | 182.63 | 4 | 45.66 | ||||
| Cor Total | 1843.13 | 49 | |||||
For the biodiesel yield, the model f-value of 2.16 infers model significance and only a 0.01% chance of the model could occur due to noise. Probability of f-values of the model less than 0.0500 indicates that the model terms are significant. Consequently, in this study the parameters A, C, D, E, AE, BD, A2, B2 are significant for the biodiesel yield model while values greater than 0.1000 indicate the model terms are not significant. Lack of Fit f-value of 0.49 for the process implies the ‘Lack of Fit’ is not significant relative to the pure error (Ohale et al., 2017). There is an 88.18% chance that a “Lack of Fit F-value” this large could occur due to noise. Non-significant lack of fit for the process is good and can be modelled to fit. The Predicted R2 of 0.8818 is in reasonable agreement with the Adjusted R2of 0.9315. Adequate Precision value determines the signal to noise ratio, and a ratio greater than 4 is desirable (Chen et al., 2011; Uzoh et al., 2019). Hence, the ratio of 6.325 indicates an adequate signal and this model could be used to navigate the design space.
Process parameters interaction on transesterification of pretreated waste cooking oil
Effect of reaction temperature and time on R-WCOME yield
Transesterification reaction was performed to determine the optimum reaction temperature by changing the reaction temperature and reaction time according to the experimental design while keeping the other parameters within the optimum conditions of 9:1 methanol to oil ration and 3 wt% catalyst dosage at the agitation speed of 300 rpm. Figure 1 displays the plot of the effect of reaction temperature and reaction time on the biodiesel yield for R-WCOME while keeping other factors constant. The reaction rate can be improved by increasing the reaction temperature and time. At temperature between 45 °C to 50 °C and reaction time of 1 to 2 hrs, the biodiesel yield was below the optimal value due to limitations of the reactants solubility and rate of mass transfer, at higher temperature and time above 50 oC and 2 hrs the reactants gained enough kinetic energy which speeds up the mass transfer rate among the oil which results in maximum conversion of 86% at 55 oC and 3hrs reaction temperature and time respectively. Above the optimal reaction temperature, a slight decrease in biodiesel yield was observed due to the closeness of the reaction temperature to the boiling point of methanol which could result to the vaporization. Likewise, beyond the optimal temperatures and reaction time, saponification might have been favored more due to less concentration of the reactants to push the reaction in the forward direction.
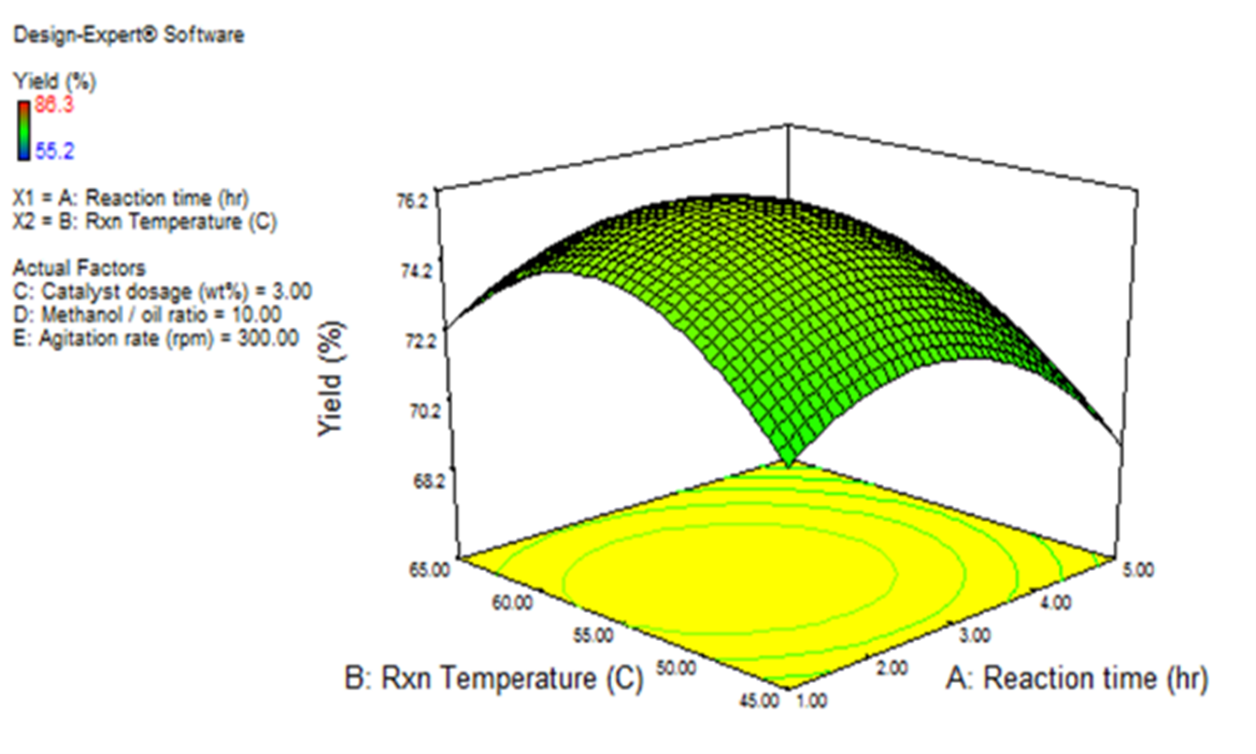
Figure 1: Effect of reaction temperature and reaction time on R-WCOME yield
Effect of methanol oil ration and reaction time on R-WCOME yield
Molar ratio of methanol oil ration is one of the significant parameters that affects the conversion of triglycerides to fatty acid methyl esters. Basically, the transesterification reaction is an equilibrium reaction where the conversion of biodiesel could be raised by applying the excessive methanol to force the equilibrium to the product formation (Wang et al., 2018; Farooq et al., 2013). Figure 2 shows the interaction effects of methanol oil ratio and reaction time while keeping other parameters constant at optimal conditions for the R-WCOME yield. From the plot, increase in both variables result in increased biodiesel yield and the straight curves of methanol oi ratio confirms the low significant effect of the parameter on the R-WCOME yield. In addition, literatures report the low yield of biodiesel at excess methanol per oil of greater than the optimal mole ratio during transesterification increases the polarity of the reaction mixture, thus increasing the solubility of glycerol and this promotes the reversible reaction between glycerol and biodiesel, thereby reducing biodiesel yields (Rashid and Anwar, 2008; Ramirez- Verdusco et al 2012). The simultaneous increase in both methanol/oil ratio and the reaction time of the R-WCOME process reveals that the reaction time should be kept at 3 hrs to promote the forward reaction and thus ensure favorable biodiesel yield. In the present study, the main effect of reaction time on biodiesel yield showed biodiesel yield increased with reaction time. Earlier reports showed that providing sufficient time during transesterification reaction drive the reaction forward into completion for biodiesel production (Yaakob et al., 2013; Tan et al., 2011).
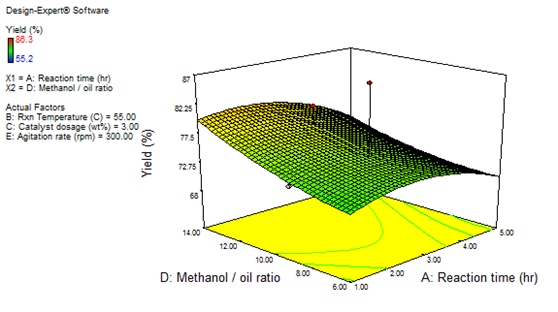
Figure 2: Effect of methanol to oil ration and reaction time for R-WCOME yield
Effect of methanol to oil ratio and temperature on R-WCOME yield
Figure 3 contains the interactive effects of oil/methanol molar ratio and temperature on R-WCOME yields. The catalyst concentration, reaction time and agitation were kept constant at optimal conditions. The R-WCOME yield increased with increase in reaction temperature irrespective of the value of the methanol/oil molar ratio. However, other researchers have also reported a different result showing high significant effect of alcohol/oil molar ratio (Siver et al., 2011). The difference in result is clearly due to the variation of the alcohol type (ethanol) and range of molar ratio (3:1 -15:1) studied. Optimum temperature was observed to be at 55oC which is comfortably reported as the most ideal temperature for biodiesel production (Odude et al., 2017). Beyond this temperature, the R-WCOME yield begins to reduce and this could be due to widely accepted reason of loss of methanol. This implies that incomplete reaction occurred when the methanol oil mole ratio was below the optimal level and reverse reaction at mole ratio above the optimal value, as equally reported by earlier researchers (Yaakob et al., 2013; Rashid and Anwar, 2008). This is in agreement with Meher et al. (2006) who observed from a survey of literature that for complete transesterification of the oils to be achieved an excess of alcohol is required to drive the reversible reaction to the right for greater conversion in a reasonable time.
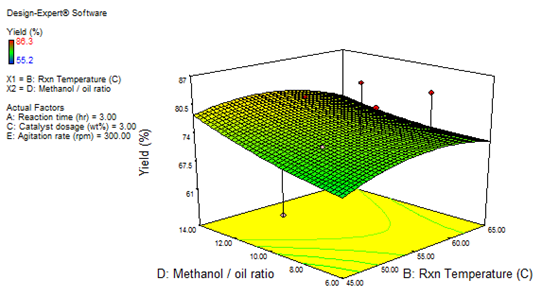
figure 3: Effects of methanol to oil ratio and reaction temperature for R-WCOME yield
Effect of agitation rate and temperature on R-WCOME yield
Figure 4 contains the 3D surface plot of the effect of agitation rate and reaction temperature on the biodiesel yield of heterogeneously activated waste cooking oil methyl ester while keeping other parameters constant at optimal conditions. The result shows that the combined effects of the two variables are significant while considering the smoothness of their curves for the R-WCOME model. This result corresponds with the result of the ANOVA analysis where the linear terms, interactive terms and quadratic terms of both variables are all significant as also recorded in literature.
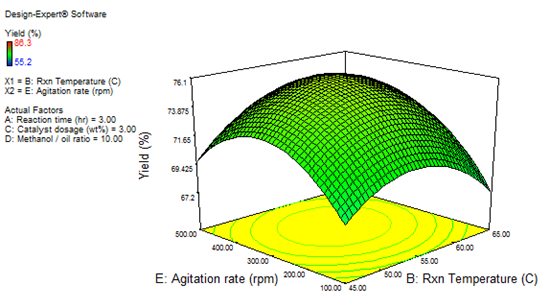
Figure 4: Effects of agitation rate and reaction temperature for R-WCOME yield
The response values obtained by inserting the independent process parameter values of the experimental design are used to predict the corresponding values of the model. The predicted response values are compared to the actual process values for the biodiesel process as shown in Figures 5, below. As it can be observed, the actual values were distributed relatively near to the predicted value line. This implies that there is a good correlation between the actual and predicted values. This shows that the CCD based data is well fitted into the model and thus could be recommended for the optimization operation of transesterification process involving pretreated waste cooking oil for optimal biodiesel yield.
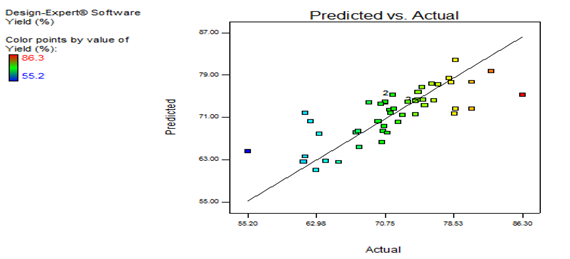
Figure 5: Plot of actual and predicted values for R-WCOME
CONCLUSION
The activated sodium silicate based rice husk catalyst was successfully utilized for the synthesizes of pretreated waste cooking oil methyl ester through transesterification process. Central composite design method of response surface methodology techniques was used to obtain the design matrix for the independent reaction parameters of the process to measure the level of interactions of the process parameters with the optimum conditions of 9:1 methanol oil ratio, 3 wt% catalyst dosage, reaction time of 3 hrs and reaction temperature of 55 oC at the agitation speed of 300 rpm. The optimal reaction conditions produced a quality biodiesel fuel with conversion yield of 86%. The produced biodiesel complied with the ASTM standards to confirm that waste cooking oil and activated rice husk can be used for efficient biodiesel production.
REFERENCES
- Ali, Salleh and Kavita, K, (2014). Production of bio-diesel from waste cooking oil by using homogeneous catalyst. Int. J.Chem. Sci., 12(3): 941-951.
- Arumugam, A, Thulasidharan, D, and Jegadeesan, G. (2018). Process optimization of biodiesel production from Hevea brasiliensis oil using lipase immobilized on spherical silica aerogel. Renew. Energy 116, 755-761.
- Aworanti, O.A., Agarry, S.E. and Ogunleye O.O. Biomethanization of the mixture of cattle manure, pig manure and poultry manure in co-digestion with waste peels of pineapple fruit and content of chicken gizzard-Part II: Optimization of process variables. The Open Biotechnology Journal, 2017, (11): 54-71.
- Aworanti, O. A., Agarry, S. E. and Ajani, A.O. (2013). Statistical optimization of process variables for biodiesel production from waste cooking oil using heterogeneous base catalyst. British Biotechnology Journal., 3(2): 116-132.
- Atabani, A.E., Silitonga A.S., Badruddina I.A., Mahlia T.M.I., Masjuki H.H. and Mekhilef S. A., (2012). Comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renew. Sustain. Energy. Rev., 16(4): 2070-2093.
- Ayoola, A., W. and Stephen I. (2014). Investigation on biofuel production using two base catalysts. International Journal of Research in Engineering & Technology., 2(6): 99-104.
- Berchmans, H.J. and Hirata S. (2008). Biodiesel production from crude jatropha curcas L. seed oil with a high content of free fatty acids. Bioresour. Technol., 99, 1716-1721.
- Boloy, R.A.M., Silva, M.E., Valle, A.E., Silveira, J.L., and Tuna, C.E., (2017). Thermoeconomic analysis of hydrogen incorporation in a biodiesel plant. Appl. Therm. Eng., vol. 113, pp. 519–528.
- Canakci, M., (2007). The potential of restaurant waste lipids as biodiesel feedstocks. Bioresour. Technol., 98, 183–190.
- Carlos, A., Guerrero, F., Andrés G.R., and Fabio, E. S., (2011). Biodiesel production from waste cooking oil. Biodiesel -Feedstocks and Processing Technologies. In Tech, ISBN: 978- 953-307-713.
- Clark, W.N., Medeiros, N.J., Boyd, D.J. and Snell, J.R. (2013). Biodiesel transesterification kinetics monitored by pH measurement. Bioresource Technology, 136: 771-774.
- Cheng J, Li Y, He S, Shen W, Liu Y., and Song Y., (2008). Reaction kinetics of transesterification between vegetable oil and methanol under supercritical conditions. Energy Source,30: 681-688.
- Diego, R., José R. and Dionisio M.R, (2017). Production of biodiesel from waste cooking oil and castor oil blends. Chemical Engineering Transactions, 57, 679-684.
- Dhawane S.H., Kumar, T and Halder, G., (2016). Biodiesel synthesis from Hevea brasiliensis oil employing carbon supported heterogeneous catalyst: Optimization by Taguchi method, Renew. Energy, vol. 89, pp. 506–514.
- Dwivedi, G and Sharma M.P., (2014) Impact of Antioxidant Metals on Biodiesel Stability-A Review J. Mater. Environ. Sci.5, 1412- 1425.
- Farooq, M., Ramli, A., and Subbarao, D., (2013). Biodiesel production from waste cooking oil using bifunctional heterogeneous solid catalysts. J. Clean. Prod., 59, 131–140.
- Obadiah, A., Swaroopa, G.A Kumar, S.V., Jeganathan, K.R and Ramasubbu,,A., (2012). Biodiesel production from Palm oil using calcined waste animal bone as catalyst, Bioresour. Technol. 116, 512-516.
- Ortiz LJ, Contreras Garcı´a ME, Go´mez Ya´n˜ez C, Pfeiffer H., (2011). Surfactant-assisted hydrothermal crystallization of nanostructured lithium metasilicate (Li2SiO3) hollow spheres: (I) synthesis, structural and microstructural characterization. J Solid State Chem, 184:1304–11.
- Ortiz LJ, Martı´nez DL, Go´mez Ya´n˜ez C, Pfeiffer H. (2011). Towards understanding the thermoanalysis of water sorption on lithium orthosilicate (Li4SiO4). Thermochim Acta.,515:73–8.
- Mohammed, A. and Bhargavi, R., (2015). Biodiesel production from waste cooking oil. Journal of Chemical and Pharmaceutical Research., 7(12):670-681
- Richard, A., Dionisio, M.R. and Alexander, L.(2017). Biodiesel production from waste frying oil and palm oil mixtures. Chemical Engineering Transactions, 57: 571-576.
- Singh,D., Singal,S.K., Garg,M.O., Maiti, P., Mishra, S and Ghosh,P.K. (2015). Transient performance and emission characteristics of a heavy-duty diesel engine fuelled with microalga Chlorella variabilis and Jatropha curcas biodiesels. Energy Convers. Manag., vol. 106, pp. 892–900.
- Sani, J, Sokoto, M.A, Tambuwal, A.D. and Garba, N.A. (2017). Effect of NiO/SiO2 on thermochemical conversion of waste cooking oil to hydrocarbons. Heliyon., 3(5), 00304.
- Tshizanga Ngoya. (2015). A study of biodiesel production from waste vegetable oil using eggshell ash as a heterogeneous catalyst; Thesis of Master of Technology, Chemical Engineering in the Faculty of Engineering at the Cape Peninsula University of Technology, pg 2.
- Simasatitkul, L., Ganib, R. and Arpornwichanop, A., (2012). Optimal design of biodiesel production process from waste cooking palm oil 20th International Congress of Chemical and Process Engineering CHISA Prague, Czech Republic Procedia Engineering 42., 1292 – 1301.
- Uprety, B.K., Chaiwong, W., Ewelike, C and Rakshit, S.K., (2016). Biodiesel production using heterogeneous catalysts including wood ash and the importance of enhancing byproduct glycerol purity, Energy Convers. Manag. 115, 191-199.
- Wang, L., Wang,W., Wang, Y., Wang, T., Zhou, S., Hu, L., Liu, T., Elfalleh,W., and Yu, D. (2018). Structural characteristics of a Ni–Ag magnetic catalyst and its properties in soybean oil hydrogenation. Food Bioprod. Process. 109, 139–147.
- You, Y., Shie J., Chang, C., Huang, S., Pai, C., Yu, Y. and Chang, C., (2007). Economic cost analysis of biodiesel production: case in soybean oil. Energy Fuels., 22, 182–189.