
Comparative Analysis of Bioethanol Production Capacities from Different Chemically Pretreated Rice Straws
- Wijesekara ERJMDDP
- Amarasinghe AMPC
- Sudharaka EAK
- Wickramasinghe RS
- 435-445
- Jul 18, 2024
- Biotechnology
Comparative Analysis of Bioethanol Production Capacities from Different Chemically Pretreated Rice Straws
*Wijesekara ERJMDDP, Amarasinghe AMPC, Sudharaka EAK, Wickramasinghe RS
Department of Biosystems Technology, Sabaragamuwa University Sri Lanka
*Corresponding Author
DOI: https://doi.org/10.51584/IJRIAS.2024.906039
Received: 10 June 2024; Accepted: 15 June 2024; Published: 18 July 2024
ABSTRACT
The Energy crisis associated with continuous depletion of fossil fuel is one of the prime concerns in the world. Henceforth, there is an increasing interest for renewable energy sources such as biofuels, as environmentally friendly alternatives for replacing fossil fuel. Among that, bioethanol is one of the most promising alternative energy sources for the limited crude oil which can be produced by biocon version of variety of feedstock. Lignocellulosic feed stock such as rice straw is one of the most abundant sources which can be used for the production of second-generation biofuel without competes with the production of food crops. However, the pretreatment of second-generation biomass is critically important to maintain higher efficient anaerobic fermentation, provides higher bioethanol yield, and also to lower the inhibition conditions for fermentation. Also, the lignin removal is significantly valuable through biomass pretreatment, to create more accessibility for enzymes and microorganisms’ fermentation process. In this study, three different chemical pretreatment methods of base treatment, Acid treatment and NH3 Soaking were investigated to identify the optimal technique for maximizing bioethanol yield. Analytical techniques such as Fourier-transform infrared spectroscopy (FTIR) was employed to characterize the structural changes in the biomass during pretreatment. The analytical technique applied to measure the separated lignin weight. The pretreated samples were centrifuged at 500 rpm for 5 minutes and collected and separated lignin content weight and measured. Then total twelve reactors were designed for the fermentation for all chemical treated samples, by adding 8g of yeast, 125 ml of water, and 0.5 g of urea. The reactors are then sealed well and kept for a five to seven days for fermentation. Finally, a rotary evaporator is used to purify the ethanol after the fermentation process. Then, the percentage of ethanol present in the purified samples is obtained by the hand-held alcohol meter. The maximum lignin precipitate separation was recorded as 12 w/w% from NaOH-treated sample, with 4 g/ml % (w/v) concentration. Furthermore, NaOH-treated sample showed the highest peaks for most of the spectrums in the FTIR analysis and showed the highest cellulose and hemicellulose content availability for bioethanol production. Such as 2910 to 2930 cm-1 region for C-H alkane stretching bonds, the absorption peak at around 1650 shows the C=0 bond related to the hemicellulose, and the 1000 to 1100 cm-1spectrum region with the maximum peak reaching around 1035 cm-1characterizes the C-O stretching in cellulose and hemicellulose structure. Finally, the comparing the ethanol yield of the samples, the highest ethanol yield is found in the NaOH pretreated rice straw sample and its ethanol yield is 8.59%(w/w). The ethanol yield of H2SO4 pretreated straw and NH3 pretreated straw was 6.53%(w/w) and 7.14%(w/w) respectively. Ultimately, the rice straw provides a great sustainable 2nd generation biomass for produce renewable bioethanol to replace the fossil fuel. The NaOH deliver an optimum chemically low concentrated pretreatment condition for bioethanol production from rice straw, with better accessibility for cellulose and hemicellulose structure with higher bioethanol yield.
Keywords: Bioethanol, Chemical-Pretreatment, FTIR, Lignocellulose, Rice-straw.
INTRODUCTION
Rice straw is one of the most abundant agricultural waste materials available in the world, and it has enormous potential to be used as a renewable biomass source for bioenergy generation [1], [2]. Around 800 to 1000 million tons of rice straw were produced worldwide in 2023, and more significantly, more than 75% of it was produced in Asia [3]. Based on the 2018 figures, Sri Lanka generates around 800 GT of rice straw [4]. The rice straw is the leftover material after the rice harvesting process, and the majority of rice straws were burned in the paddy fields, which caused air pollution due to the emission of pollutants to the atmosphere, such as Carbon dioxide, and harmful to land and water system [1]. However, the rice straw is an agricultural waste and can be utilized as a 2nd generation biomass source for biofuel generation or converted into a fertilizer product or other product. Such as for producing bioethanol, biogas, combustible products, bio-char, value added chemicals or other biobased product [3], [5], [6]. Therefore, burning rice straw in paddy fields is not just environmental pollution but also destroying valuable biomass resources. Moreover, the sustainable production of biofuels or bioenergy is critically essential, and the food versus fuel conflict needs to be avoided [7], [8]. The rice straw is a non-edible waste material, and producing bioethanol from rice straw provides a sustainable and eco-friendly bioenergy solution for the global energy crises.
Components of biomass include cellulose, hemicellulose, lignin, extractives, lipids, proteins, simple sugars, starches, water, hydrocarbon components (HC), ash, and other compounds [5], [7]. The rice straw mainly consists of cellulose, hemicellulose, and lignin; the cellulose and hemicellulose fraction are over 60% in rice straw biomass [5]. The cellulose provides the fibrous framework for rice straw due to the existence of glucose monomers; the hemicellulose is a heterogeneous polysaccharide and accompaniments this fibrous structure by filling in the space around the cellulose, and lignin is a complex aromatic structure base component provides the rigidity and strength to the plant material [5], [7]. The lignin creates resistance to degradation activity and prevents the accessibility of enzymes and microorganisms from reacting with cellulose and hemicellulose. Henceforth, the lignin separation before fermentation is critical in bioethanol production from rice straw [7], [8].
The Pretreatment of rice straw is a vital step in bioethanol production, and the overall process efficiency, bioethanol yield, and operation condition directly depend on the pretreated conditions of the rice straw [5], [7], [8]. The major purpose of Pretreatment in bioethanol production from rice straw is to make cellulose and hemicellulose available for optimum microbial activity in the fermentation process. The reduction of particle size and lignin separation are crucial pretreatment steps in 2nd-generation bioethanol production [7], [8]. Physical or mechanical pretreatment techniques are mostly applied to rice straw to reduce the particle size in bioethanol production [8], [10], such as chipping, grinding, milling, and pyrolysis. In some cases, two or more mechanical and physical operations follow to gain optimum particle size [8], [10]. However, this mechanical operation is an energy-consuming process; for example, the reduction of wheat straw particle size to 0.8 and 3.2 mm, 51.6 and 11.4 KWh/ton power consumption, respectively [10]. Although compared with higher dense biomass like hardwood, the rice straw consumes lower energy for the mechanical or physical pretreatment process [7], [8], [10]. Moreover, other than physical and mechanical reactions, chemical treatments, biological treatments, and physio-chemical treatments are applied to lignocellulose biomass, mainly focusing on lignin separation and enhancing the enzymatic and fermentation degradation reactions [8]. The Pretreatment is shown to modify polysaccharides and lignin content to enhance the accessibility of cellulase enzymes. The chemical treatments are used as lignocellulose biomass pretreatment techniques in bioethanol production [1], [8]. Acid pretreatment, Alkali pretreatment, Ammonia explosion, Ionic liquid treatment, organic solvent treatment, and wet oxidation are commonly used chemical treatment techniques in 2nd generation bioethanol production [6], [10]. The chemical treatments deliver great openings to separate the lignin fraction from lignocellulose biomass and afford better accessibility to microbial activities and enzymatic hydrolysis for the cellulose hemicellulose structure. Also, the separated lignin can be used as a sustainable biomass to produce several products, such as fuels, fuel additives, chemicals, and valuable materials [6], [9], [10]. Furthermore, the chemically pretreated biomass offers higher efficiency in later processes, provides higher bioethanol yield, lower inhibition conditions for fermentation, and requires a low amount of enzyme for the bioethanol production [9], [10]. The biological pretreatment technique is another method used for the 2ndgeneration of biomass pretreated in bioethanol production, and it is considered the most environmentally friendly and sustainable pretreatment technique [6], [10]. Microorganisms, such as rot fungi, perform the pretreatment process. The white rot fungi such as Ceriporia lacerate, Phanerochaete chrysoporium, Pycnoporus cinnabarinus, ceriporiopsis subvermispora, Cyathus stercoreus, and Pleurotus ostreatus have been successfully used in the pretreatment processes [10]. This technique consumes lower energy content, and no chemicals are used. The treatments are performed under mild conditions and afford higher lignin separation capability [10], [11]. However, the reaction time is longer than most chemical treatment techniques. Hence, this does not extensively apply in industrial and commercial applications [10], [11].
Several types of microorganisms with a culture medial can be utilized to generate bioethanol from rice straw biomass, Such as Yeast, Bacteria, Fungi, and some specific Algae [12], [13]. Since rice straw is a cellulose and hemicellulose-rich lignocellulose biomass, yeast fermentation provides a promising approach for bioethanol production [12], [14]. The yeast fermentation process mainly produces bioethanol and water, but more impurities and trace amounts of by-products can be generated [15]. Thus, purification is critical in pure or highly concentrated bioethanol production. The usability of bioethanol depends on the quality and concentration of the final bioethanol mixture. Distillation is the most broadly used method for purification, and molecular sieves and membrane separation are some other techniques that can be used to gain a higher-quality bioethanol stream [8], [15]. However, the two major components produced in the yeast fermentation process are ethanol and water, and it make an azeotropic mixture [15], [16]. Therefore, biorefining ethanol from an azeotropic mixture becomes a challenging task for the distillation process, and special operation conditions must be followed [15], [16], [17]. The purified bioethanol is more usable for several applications, especially in internal combustion engines. The purified, highly concentrated bioethanol can be bled with petrol in several ratios to use as a vehicle fuel [15], [18]. Moreover, purified bioethanol can be utilized as a chemical in industries like pharmaceuticals, cosmetics, cleaning, and solvent extraction applications [19].
The bioethanol produced from 2nd generation biomass, like rice straw, shows a significant impact on a sustainable future for several reasons such as first, bioethanol is a renewable energy source which can replace the liquid fossil fuel consumption and reduce greenhouse gas emissions [19], [20]. Secondly, the utilization of 2nd generation biomass, like rice straw, provides a solution to produce energy through non-edible material and avoid the food versus fuel debate over bioenergy production. At the same time, it provides a sustainable waste management approach for the unused rice straw [20]. Thirdly, the utilization of rice straw, especially in rural areas, for bioethanol production causes national development and fostering economic growth while reducing environmental pollution and carbon footprint.
The major objective of this research study is to identify the optimum low chemical concentrated pretreatment conditions for bioethanol production from rice straw. After the rice harvesting, the acid, alkaline, and ammonia soaking pretreatment techniques were applied to a rice straw sample collected in Sri Lankan paddy fields. The pretreatment condition was analyzed using Fourier transform infrared (FTIR) outcomes and separated lignin weights. Then yeast fermentation was performed on pretreated rice straw samples in a lab-scale bioreactor, and the ethanol content was compared in three different pretreated rice straw samples.
METHODOLOGY
Rice straw Pretreatment
The rice straw was collected from a paddy field in Sri Lanka, washed, and cleaned to remove the mud and other impurities. Then, the washed rice straw was dried to remove moisture by keeping it in an oven until it reached a constant weight at 105 °C [21]. The dried rice straw was cut and chopped into particles smaller than 2 mm. We used a 2 mm x 2 mm mesh, filtered out the large particles, and prepared 5 g of rice straw bulk samples with particle sizes less than 2 mm. Afterward, the three-difference chemical pretreatment of acid, alkaline, and ammonia soaking was performed for the rice straw samples at the concentrations mentioned in Table 1.
Then the samples were centrifuged at 10,000 rpm for 10 minutes to refine and separate the cellulose and hemicellulos from the fractured lignin structure using a centrifugal unit (Digicen 22 Universal, CE226 SN221598/01). The separated lignin fraction was weighted, and the results were analysed. Furthermore, the FTIR analysis was performed to analyse the structural variation of rice straw samples before and after chemical pretreatment processes. The cellulose, hemicellulose, and especially the lignin structure variations were evaluated using FTIR infrared spectra [22], [23]. The FTIR absorption spectrum was measured and recorded in the range of 400 to 4000 cm-1. The key observations were based on the functional groups of C-H alkanes, glycosidic bonds, O-H alcohols, C=O and C-O-C bonds related to the cellulose and hemicellulose structures, and the C=O and aromatic functional groups related to the lignin structure [22], [23], [24].
Bioethanol Production from Pretreated Rice straw
Twelve reactors were designed to produce bioethanol by the yeast fermentation of pretreated samples as described in Table I.
Table I. Twelve reactor parameters for bioethanol production from pretreated rice straw.
| Rice straw samples (5g) | Chemical Treatment | Chemical Concentration (% w/v, g/100 ml) | Reaction time (Hours) |
| 01 | H2SO4 acid | 1 | 4 |
| 02 | H2SO4 acid | 2 | 4 |
| 03 | H2SO4 acid | 3 | 4 |
| 04 | H2SO4 acid | 4 | 4 |
| 05 | NaOH Base | 1 | 4 |
| 06 | NaOH Base | 2 | 4 |
| 07 | NaOH Base | 3 | 4 |
| 08 | NaOH Base | 4 | 4 |
| 09 | NH3 soaking | 2 | 24 |
| 10 | NH3 soaking | 4 | 24 |
| 11 | NH3 soaking | 8 | 24 |
| 12 | NH3 soaking | 10 | 24 |
8 g of yeast powder and 0.5 g of urea were mixed with 125 ml of water to make the culture media for each reactor unit. The urea is added as the N nutrient source for the anaerobic fermentation [11], [25]. The reactors were correctly sealed to create an anaerobic, fermented environment. The produced carbon dioxide is released through a tube from the reactor to balance the reactor pressure using a tube that passes through a water medium. Moreover, bioethanol and carbon dioxide are the two major products produced in yeast fermentation, and the reactor operation conditions were verified and observed through carbon dioxide bubbles flowing through the water media. The reactors were kept for five days for the ideal anaerobic fermentation of pretreated rice straw [25].
Bioethanol purification and analysis
Rotary evaporation was applied in this study at vacuum conditions to upgrade the ethanol content and separate it from other impurities after the bioethanol production process. A rotary evaporator, also known as a rotavapor, is a laboratory instrument used for the efficient and gentle removal of solvents from samples by evaporation. The hot water bath was used to keep the temperature at 74 °C with the rotary evaporator unit (RotavaporR R-100) to perform the separation activity at a constant temperature level. A 0.8-bar vacuum pressure level was set to gain higher purification efficiency in the rotary evaporation process. The ethanol concentration of the final product was measured using a handheld alcohol meter (SG-Ultra max plus Digital hydrometer 172244 DMA 35). A handheld alcohol meter, also known as a portable alcohol tester or alcohol refractometer, is a small and moveable device used for quick and on-the-spot measurement of alcohol content in a liquid stream.
Ultimately all the measurements and recorded date were analysed, and compared the ethanol production capacity for three difference chemical pretreatment conditions.
RESULTS AND DISCUSSION
After the chemical pretreatment processes, the lignin fraction was separated by centrifugation, as described in the Methodology section. Rice straw is a soft-weight plant, and on average, it contains 10 – 20 % lignin from the overall weight [5], [25]. The exact lignin content recovered may be slightly low value due to the existence of a small amount of silica, and contaminants like nitrogen, potassium and aliphatic organic compounds can exist within lignin precipitate [26], [27]. The weighted analysis in this study elaborates that around 2 -12 % precipitate with lignin was recovered from the chemical treatment. Based on the results shown in Table 2, NaOH alkaline treatment reached the highest precipitate separation with lignin. The maximum precipitate separation was recorded as 12 w/w% from NaOH-treated sample number 08, with 4 g/ml % (w/v). Based on the weight fraction results, the NaOH alkaline pretreatment on rice straw showed better results at low concentrations and lower reaction times.
Furthermore, the FTIR analysis was performed on rice straw samples before and after the pretreatment process. The highest lignin precipitate recovered samples in each chemical treatment method (Sample 03, 08 and 12) were taken into FTIR analysis along with raw rice straw samples for the structural variation comparison. The rigidity of the lignin base cell wall determines the capability of microbial and enzymatic activity for the anaerobic fermentation process [24], [25]. After the pretreatment, a significant portion of lignin is expected to be broken down and removed and greater accessibility for cellulose and hemicellulose structure. The FTIR analysis with a spectrum range of 4000 to 400 cm-1 elaborate comprehensive analysis with the characteristics of cellulose, hemicellulose, and lignin structures. Table 3 illustrates the corresponding wavelength number ranges for the functional groups relating to the cellulose, hemicellulose, and lignin structures. The broadband spectrum range between 3000 to 3500 cm-1 represents the hydroxyl group (O-H) stretching in the cellulose fraction. Furthermore, in a detailed analysis, the highest
Table II. Cellulose, Hemicellulose, and Lignin FTIR spectrum band [22].
| Major Component | Wavenumber – Corresponding peaks (cm-1) | Functional Groups |
| Cellulose | 2910 – 2930 | C-H alkanes |
| 875 – 930 | Glyosidic bond | |
| 1075 | C-O-C | |
| 3300 – 3500 | O-H alcohol | |
| Hemicellulose | 1720 | C=O |
| 2920 | C-H alkanes | |
| 875 – 930 | Glyosidic bond | |
| Lignin | 1720 | C=O |
| 1650 – 1515 | Aromatic |
peak represents at 3341 cm-1 denoted the hydroxyl group vibration of cellulose structure [23], [28]. Based on the Figure 2 FTIR spectrum graph, the higher cellulose hydroxyl content was shown in pretreated rice straw samples compared to raw rice straws. Moreover, sample number 4, of NaOH alkaline treated with 4g/100 ml, represents the highest peak at this spectrum range. The FTIR figure shows a peak in the absorbance band range at 2910 to 2930 cm-1, denoting the C-H alkane stretching bonds in Cellulose and Hemicellulose [22], [24]. Compared to raw rice straw, a higher peak was visible in pretreated samples, and the highest peak was recorded in alkaline and Ammonia-treated samples. The absorption peak at around 1650 shows the C=0 bond related to the hemicellulose in the rice straw samples, with the highest peak at alkaline-treated sample number 4. The band at 875 to 930 cm-1 regions is assigned for the Glycosidic bond linkages of cellulose and hemicellulose [22], [24], [28]. Not like other peaks, the Ammonia soaking sample represents a higher peak at this Glycosidic bond region compared with acid and alkaline-treated rice straw samples. The 1000 to 1100 cm-1 spectrum region represents another cellulose and hemicellulose content in rice
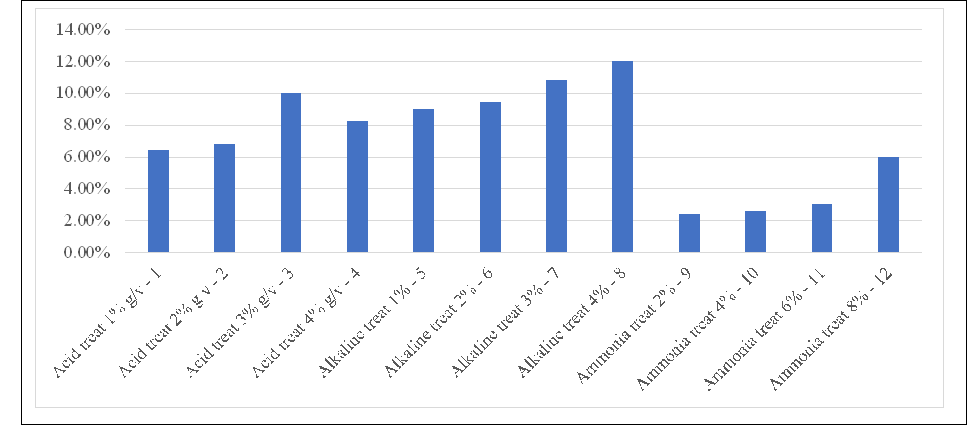
Figure 1. Separated Lignin fraction weight ratio (% w/w) compared with rice straw sample
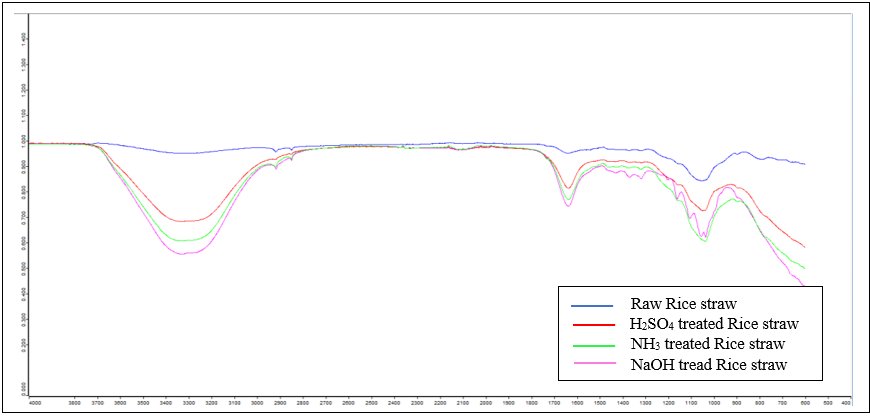
Figure 2. FTIR analysis for raw rice straw and Pretreated rice straw samples
Straw samples [22], [24], [28]. The maximum peak reaches around 1035 cm-1, characterising the C-O stretching in cellulose and hemicellulose structure, and as normal in previous results, the pretreated samples showed a higher peak compared to raw rice straw, and the alkaline treated sample number 4 shows the highest peak compared with other pretreated samples. Finally, the C=O and O-H bond with cellulose and hemicellulose-rich structure is more represented in chemically pretreated samples and more suitable for bioethanol production than raw rice straw. Ultimately, from the overall results of precipitate lignin weight and FTIR peak analysis, sample number 4 of NaOH alkaline treated with 4g/100 ml displays the highest lignin precipitation weight and higher peak for the cellulose and hemicellulose bonds.
Therefore, the alkaline treated rice straw sample number 4 shown the best result among these chemical pretreatments for bioethanol production and at low chemical concentration pretreatment conditions, the alkaline solution provide better results for anaerobic fermentation and bioethanol production.
The bioethanol was produced at the same reactor condition for all 12 reactors to identify and compare the
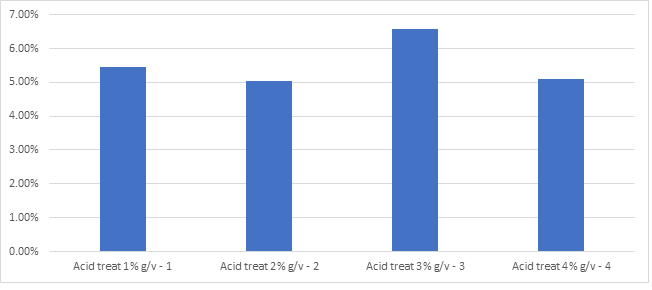
Figure 3. Acid pretreated samples Bioethanol Yield w/w % – Bioethanol/Rice Straw
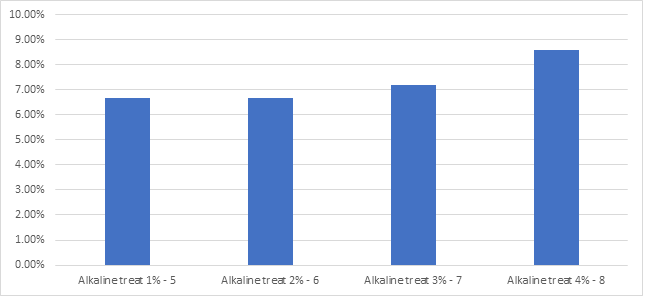
Figure 4. Base pretreated samples Bioethanol Yield w/w % – Bioethanol/Rice Straw
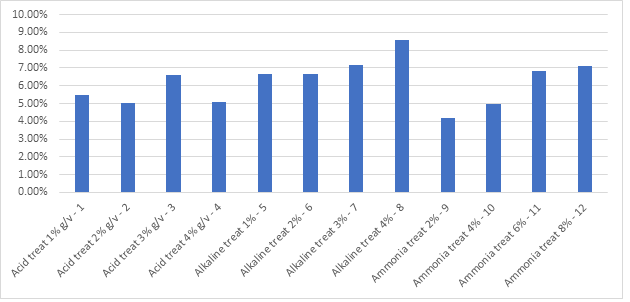
Figure 5. Ethanol Yield w/w % – (Produce Ethanol weight / Rice straw Sample weight)
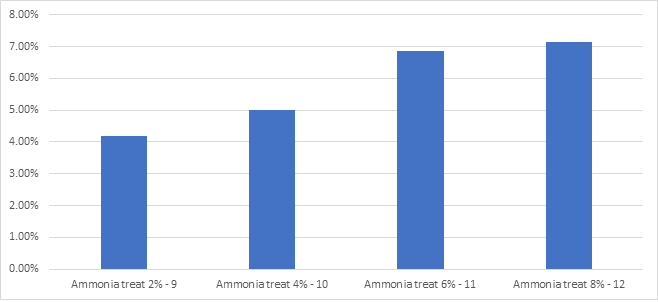
Figure 6. Ammonia pretreated samples Ethanol Yield w/w % – Bioethanol/Rice Straw
Bioethanol production capacity with different pretreatment techniques. The bioethanol concentration was measured using a handheld alcohol meter (SG-Ultra max plus Digital hydrometer 172244 DMA 35) for the finally purified bioethanol sample, which was taken from the rotary evaporation (BUCHI RotavaporR R-100) process. The bioethanol yield ratio between produced bioethanol weight and rice straw sample weight results are shown on the graphs of Figures 3, 4, and 5 for the acid, base, and alkaline pretreated samples, respectively. Based on the FTIR and lignin portion separation results, the best acid-pretreated conditions were denoted for sample 3 with 3g/100 ml acid concentration. According to Figure 3, the highest bioethanol yield from acid-treated samples was also recorded for sample number 3 as 6.58 % w/w bioethanol yield. Likewise, from FTIR and lignin separation results, the optimum alkaline and ammonia pretreatments for the bioethanol production were recorded as sample number 8 and sample number 12, with the 4g/100 ml alkaline concentration and 8g/100 ml ammonia concentrations. Similarly, the highest bioethanol yield records at the sample numbers 8 and 12 for the alkaline and ammonia-treated samples as 8.59 and 7.14 % w/w bioethanol yield respectively. Considering the overall bioethanol production and bioethanol yield results for the 12 reactors shown in Figure 6, sample number 4 of the 4g/100 ml alkaline treated sample shows the highest value. Like the FTIR and lignin precipitate results, the highest bioethanol yield was achieved in the low-concentrated NaOH alkaline treated sample. Based on our findings, the low-concentration chemical treatment can be applied to rice straw to pretreat the rice straw and gain higher cellulose and hemicellulose accessibility for the anaerobic fermentation and higher enzymatic activity in bioethanol production with low to medium silica and lignin content.
Eventually, using rice straw as a 2nd generation biomass for the production of bioethanol by applying dilute or low-concentrated chemical pretreatment will be an effective and critically important due to the rice straw availability as an agricultural waste, the environment benefits, primarily by reducing air pollution, and also to achieve the sustainability concerns [4], [29], [30]. Moreover, the environmental impact from chemical consumption is low due to dilute concentrations, and bioethanol is a renewable biofuel that assists in reducing dependency on fossil fuels.
CONCLUSION
The study analyses the bioethanol production capacity for three different low-concentrated chemically pretreated rice straw samples. The lignin portion was separated from rice straw by centrifugation, and 2 -12 % precipitate with lignin was recovered from the chemical treatment. Based on the results, the maximum lignin precipitate separation was recorded as 12 w/w% from NaOH-treated sample number 08, with 4 g/ml % (w/v). The FTIR spectrum analysis was performed on the pretreated rice straw samples with a range between 4000 cm-1 to 400 cm-1 regions. Several peaks were recorded in FTIR analysis related to the cellulose and hemicellulose structure. Such as 2910 to 2930 cm-1 denote the C-H alkane stretching bonds, the absorption peak at around 1650 shows the C=0 bond related to the hemicellulose, and the 1000 to 1100 cm-1spectrum region with the maximum peak reaching around 1035 cm-1 characterizes the C-O stretching in cellulose and hemicellulose structure. NaOH-treated sample number 08, with 4 g/ml % (w/v), showed the highest peak for all these spectrums and showed the highest cellulose and hemicellulose content for bioethanol production. The band at 875 to 930 cm-1 regions was also assigned for the Glycosidic bonds’ linkages of cellulose and hemicellulose, but only this spectrum ammonia-treated sample showed the highest peak. From the overall results of precipitate lignin weight and FTIR peak analysis, sample number 4 of NaOH alkaline treated with 4g/100 ml displays the highest lignin precipitation weight and higher peak for the cellulose and hemicellulose bonds. The bioethanol was produced from each pretreated rice straw sample. The highest bioethanol yield per rice straw sampler was recorded for each pretreated set as 6.53 % w/w for acid-treated sample 3, 7.14 % w/w for ammonia-treated sample number 12, and the highest among all from alkaline pretreated samples as 8.59 % w/w. Ultimately, considering all the results achieved in this study, sample number 12, with the 4g/100 ml alkaline concentration, provides the best low-concentrated pretreated condition and highest bioethanol yield.
REFERENCES
- A. Alengebawy, Y. Ran, N. Ghimire, A. I. Osman, and P. Ai, “Rice straw for energy and value-added products in China: a review,” Environ. Chem. Lett., vol. 21, no. 5, pp. 2729–2760, Oct. 2023, doi: 10.1007/s10311-023-01612-3.
- J. S. Lim, Z. Abdul Manan, S. R. Wan Alwi, and H. Hashim, “A review on utilisation of biomass from rice industry as a source of renewable energy,” Renew. Sustain. Energy Rev., vol. 16, no. 5, pp. 3084–3094, Jun. 2012, doi: 10.1016/j.rser.2012.02.051.
- “Rice Straw Management,” International Rice Research Institute. Accessed: Jun. 10, 2024. [Online]. Available: https://www.irri.org/rice-straw-management
- M. P. A. Nanayakkara, W. G. A. Pabasara, A. M. P. B. Samarasekara, D. A. S. Amarasinghe, and L. Karunanayake, “A STRATEGY FOR DETERMINING THE CHEMICAL COMPOSITION OF RICE STRAW,” Cellul. Chem. Technol., vol. 54, no. 9–10, pp. 983–991, Nov. 2020, doi: 10.35812/ Cellulose Chem Technol.2020.54.95.
- C. L. Williams, R. M. Emerson, and J. S. Tumuluru, “Biomass Compositional Analysis for Conversion to Renewable Fuels and Chemicals,” in Biomass Volume Estimation and Valorization for Energy, J. S. Tumuluru, Ed., InTech, 2017. doi: 10.5772/65777.
- H. Wang, Y. Pu, A. Ragauskas, and B. Yang, “From lignin to valuable products–strategies, challenges, and prospects,” Bioresour. Technol., vol. 271, pp. 449–461, Jan. 2019, doi: 10.1016/ j. biortech. 2018.09.072.
- H. A.-H. Ibrahim, “Bio-Energy Production from Rice Straw a Review,” Recent Adv. Petrochem. Sci., vol. 5, no. 5, Aug. 2018, doi: 10.19080/RAPSCI.2018.05.555671.
- C. M. Igwebuike, S. Awad, and Y. Andrès, “Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production,” Molecules, vol. 29, no. 7, p. 1619, Apr. 2024, doi: 10.3390/molecules29071619.
- F. Cotana et al., “Lignin as Co-product of Second Generation Bioethanol Production from Ligno-cellulosic Biomass,” Energy Procedia, vol. 45, pp. 52–60, 2014, doi: 10.1016/j.egypro.2014.01.007.
- P. Dey, P. Pal, J. D. Kevin, and D. B. Das, “Lignocellulosic bioethanol production: prospects of emerging membrane technologies to improve the process – a critical review,” Rev. Chem. Eng., vol. 36, no. 3, pp. 333–367, Apr. 2020, doi: 10.1515/revce-2018-0014.
- P. Kumar, V. Kumar, S. Kumar, J. Singh, and P. Kumar, “Bioethanol production from sesame (Sesamum indicum L.) plant residue by combined physical, microbial and chemical pretreatments,” Bioresour. Technol., vol. 297, p. 122484, Feb. 2020, doi: 10.1016/j.biortech.2019.122484.
- Y. Song, E. J. Cho, C. S. Park, C. H. Oh, B.-J. Park, and H.-J. Bae, “A strategy for sequential fermentation by Saccharomyces cerevisiae and Pichia stipitis in bioethanol production from hardwoods,” Renew. Energy, vol. 139, pp. 1281–1289, Aug. 2019, doi: 10.1016/j.renene.2019.03.032.
- F. Wirawan et al., “Continuous cellulosic bioethanol co-fermentation by immobilized Zymomonas mobilis and suspended Pichia stipitis in a two-stage process,” Appl. Energy, vol. 266, p. 114871, May 2020, doi: 10.1016/j.apenergy.2020.114871.
- S. Niju and M. Swathika, “Delignification of sugarcane bagasse using pretreatment strategies for bioethanol production,” Biocatal. Agric. Biotechnol., vol. 20, p. 101263, Jul. 2019, doi: 10.1016/j.bcab.2019.101263.
- B. Sharma, C. Larroche, and C.-G. Dussap, “Comprehensive assessment of 2G bioethanol production,” Bioresour. Technol., vol. 313, p. 123630, Oct. 2020, doi: 10.1016/j.biortech.2020.123630.
- M. I. Taipabu, W. Wu, K. Viswanathana, N. Hattu, E. Rumpakwakra, and M. Kololu, “SEPARATION OF ETHANOL-WATER AZEOTROPE MIXTURES USING EXTRACTIVE DISTILLATION METHOD,” ALE Proceeding, vol. 6, pp. 198–203, Nov. 2023, doi: 10.30598/ale.6.2023.198-203.
- N. W. Burman, C. M. Sheridan, and K. G. Harding, “Feasibility assessment of the production of bioethanol from lignocellulosic biomass pretreated with acid mine drainage (AMD),” Renew. Energy, vol. 157, pp. 1148–1155, Sep. 2020, doi: 10.1016/j.renene.2020.05.086.
- “Bioethanol: Production, Applications, Disadvantages.” Accessed: Jun. 10, 2024. [Online]. Available: https://scienceinfo.com/bioethanol-production-applications-advantage/
- “Bioethanol – European Biomass Industry Association.” Accessed: Jun. 10, 2024. [Online]. Available: https://www.eubia.org/cms/wiki-biomass/biofuels/bioethanol/
- M. Radovanović, “Strategic priorities of sustainable energy development,” in Sustainable Energy Management, Elsevier, 2023, pp. 181–277. doi: 10.1016/B978-0-12-821086-4.00004-0.
- H. S. EL-Mesery and S. E. El-khawaga, “Drying process on biomass: Evaluation of the drying performance and energy analysis of different dryers,” Case Stud. Therm. Eng., vol. 33, p. 101953, May 2022, doi: 10.1016/j.csite.2022.101953.
- K. Malik et al., “Deciphering the biochemical and functional characterization of rice straw cultivars for industrial applications,” Heliyon, vol. 9, no. 6, p. e16339, Jun. 2023, doi: 10.1016/j.heliyon.2023.e16339.
- “FTIR Analysis | RTI Laboratories.” Accessed: Jun. 10, 2024. [Online]. Available: https://rtilab.com/techniques/ftir-analysis/
- D. Swantomo, R. Rochmadi, K. T. Basuki, and R. Sudiyo, “Synthesis and Characterization of Graft Copolymer Rice Straw Cellulose-Acrylamide Hydrogels Using Gamma Irradiation,” At. Indones., vol. 39, no. 2, p. 57, Oct. 2013, doi: 10.17146/aij.2013.232.
- H. Zhou et al., “A novel clean bio-pulping process for rice straw based on aerobic fermentation coupled with mechanical refining,” Environ. Technol. Innov., vol. 31, p. 103146, Aug. 2023, doi: 10.1016/j.eti.2023.103146.
- N. Vu, H. Tran, B. Nhi, C. Vu, and H. Nguyen, “Lignin and Cellulose Extraction from Vietnam’s Rice Straw Using Ultrasound-Assisted Alkaline Treatment Method,” Int. J. Polym. Sci., vol. 2017, pp. 1–8, Oct. 2017, doi: 10.1155/2017/1063695.
- N. H. Do et al., “The novel method to reduce the silica content in lignin recovered from black liquor originating from rice straw,” Sci. Rep., vol. 10, no. 1, p. 21263, Dec. 2020, doi: 10.1038/s41598-020-77867-5.
- X. Colom, F. Carrillo, F. Nogués, and P. Garriga, “Structural analysis of photodegraded wood by means of FTIR spectroscopy,” Polym. Degrad. Stab., vol. 80, no. 3, pp. 543–549, Jan. 2003, doi: 10.1016/S0141-3910(03)00051-X.
- S. G. Wi, I. S. Choi, K. H. Kim, H. M. Kim, and H.-J. Bae, “Bioethanol production from rice straw by popping pretreatment,” Biotechnol. Biofuels, vol. 6, no. 1, p. 166, Dec. 2013, doi: 10.1186/1754-6834-6-166.
- H. A.-H. Ibrahim, “Pretreatment of straw for bioethanol production,” Energy Procedia, vol. 14, pp. 542–551, 2012, doi: 10.1016/j.egypro.2011.12.973.