
Investigation of the Mechanical Properties of Poly(9,9-dioctylfluorene-alt-N-(4-sec-butylphenyl)-diphenylamine) (TFB)/wood/Polyethylene (PE) Composites
- Roghaiyeh Mazloumihaghghi
- Salar Hassanzadeh
- 173-179
- Feb 17, 2024
- Architecture
Investigation of the Mechanical Properties of Poly(9,9-dioctylfluorene-alt-N-(4-sec-butylphenyl)-diphenylamine) (TFB)/wood/Polyethylene (PE) Composites
Roghaiyeh Mazloumihaghghi1, Salar Hassanzadeh2
1Department of Agricultural and Mechanical Engineering, Science and Research Branch, Islamic Azad University, Tehran, Iran
2Department of Materials Engineering, Ahvaz Branch, Islamic Azad University, Ahvaz, Iran
DOI: https://doi.org/10.51584/IJRIAS.2024.90115
Received: 25 December 2023; Revised: 13 January 2024; Accepted: 17 January 2024; Published: 17 February 2024
ABSTRACT
The use of wood-plastic composites has become widespread in various fields due to their specific advantages. However, their use in manufacturing components is limited due to their weak mechanical properties. In this research, the production method of microstructure composites was used for reinforcement, in which poly(9,9-dioctylfluorene-alt-N-(4-sec-butylphenyl)-diphenylamine) (TFB) as the second phase forms the morphology of nanocomposite in the main area of TFB under special process conditions with the tension of the thread emerging from the extrusion orifice. In the second phase of production, the finished parts are formed at a temperature below the melting temperature of phase to obtain the morphology of the composite and the reinforcing effect. The main base is TFB which used as the second phase in an amount of 10% by weight. The proportion of wood particles and carbon fibers is corresponded by weight respectively. It was found that the tensile strength increases with the increase in the draw ratio. The tensile strength of the hybrid wood-plastic composite with TFB and PE also increased.
Keywords: Composites, Wood, TFB, Mechanical properties
INTRODUCTION
Wood plastic composites (WPCS) are a product that has evolved over the last 30 years, leading to an increase in applications and a growing market share. WPCs are composite materials that contain a wood component in the form of wood particles (wood flour) and a polymer matrix. WPCs are a group of composite materials and products that consist of two separate main components. One of these materials is a base that holds the different components together, binds them together and provides load transfer between them [1]. Wood-polymer composites are materials in which wood is impregnated with monomers that are then polymerized in the wood to adapt the material for specific applications. The resulting properties of these materials from lightness and improved mechanical properties to greater sustainability have led to a growing number of applications in areas such as building, construction and automotive. Another main component is wood. Wood components can be of any shape and size and serve as a filler and reinforcement for composite materials. Wood has advantages over conventional fillers such as lower cost, better strength-to-weight ratio, lower density and can reduce the amount of polymer used. It can be used as a renewable material. In recent years, the use of wood-plastic composites in various applications has increased and expanded. Advantages of these composites [2]. They lie in the impermeability to water, moisture and insects, the possibility of using wood and plastic waste in the weight composition and their manufacture, the possibility of recycling the composites themselves, the higher rigidity than plastic and nevertheless, the use of these composites faces problems in the manufacture of structural parts such as pallets due to the weakness of the mechanical properties of these composites [3]. In recent years, researchers in this field have focused on improving the flexural properties of the ship, fatigue stress and creep at room temperature and higher temperatures in terms of performance [4]. In this regard, the use of natural and unnatural reinforcing fibers has been favored by some researchers. Among others, glass fibers, carbon fibers and cellulose fibers are used together with wood fibers and introduced as hybrid composites. Another method is to use a different polymer series that has higher mechanical properties. On the other hand, the polymer matrix is subject to the limitation of the initial temperature of wood fiber degradation [5]; therefore, it is possible to use polymers with a process temperature of less than 200 oC, which can be called such as TFB [6] that can be widely used. In recent years, grades of this material have been introduced under the designations optical composites with special properties. Its melting temperature is below and its strength is higher than that of counterpart polymers [6]. Poly(9,9-dioctylfluorene-alt-N-(4-sec-butylphenyl)-diphenylamine) (TFB) is a triarylamine based semiconductor with a band gap of 3.0 eV (HOMO and LUMO levels of 5.3 eV and 2.3 eV, respectively) and a relatively high hole mobility of 2 ×10-3 cm2 V-1 s-1. High adhesion of TFB can be useful to bonding with carbon fiber and woods [7]. Furthermore, TFB can be used as a co-supplement for the fabrication of optical composites due to its insolubility, ionization energy value (−5.30 eV), low photoemission binding energy of the valence bands/levels, its capacity in obtaining a sufficiently smooth layer in the solid film substrate and its well-known thermal stabilization [5]. One of the limitations of this kind of composites is its high cost, so its use with lower weight percentages in the composition of materials can be considered. One of the methods of reinforcing the polymer base is the production of microfiber composites. Under special process conditions, they are formed by applying cold or hot tension in the opening of the extrusion in the formation of microfibers in the main area [8]. The formation of these composites improves the mechanical properties of the produced composite material when properly interacting and compatible with the background phase. Compared to conventional reinforcing fibers such as glass fibers. Natural fibers have several advantages with this method. With this method, there are no problems with the correct distribution of the reinforcing fibers. In addition, the fibers do not need to be separated in the recycling phase and the recycling of microfiber composites is easier. Furthermore, no special equipment is needed to produce these fiber composites. Koohestani et al [9] investigated the effects of silane-modified fillers on the mechanical, thermal and rheological properties of wood-plastic composites. The results show that the addition of 1% silane-modified minerals reduces the rigidity and increases the ductility (up to 25%) of wood-polymer composites. Vinyl silane modified mineral fillers were more effective in improving tensile and flexural strength and less beneficial for rheological behavior. Amine-modified minerals had no negative effect on rheological behavior, although they significantly reduced the rigidity of the composites. Both surface-modified minerals improved the thermal stability of wood-plastic composites [9]. Kaboorani et al [10], the inclusion of more wood in the formulation of WPCs, which is becoming more common (up to 80%), makes the issue even more problematic. Despite its importance, less attention has been paid to this issue compared to mechanical properties. Any attempt to understand the role of formulation design (wood and coupling fractions and particle size) can lead to appropriate formulation design with regard to the application of WPCs and utilize our resources more efficiently. The main objective of this study is to obtain information on the water sorption and diffusion properties of WPCs as a function of formulation design. Each increase in wood content led to an increase in water absorption. Coupling agents reduced the water absorption. Diffusion coefficients and thickness swelling were also influenced by wood and coupling agent content and wood particle size. The highest diffusion coefficients and thickness swelling were found for composites with high wood content and large particles. The investigation of the water sorption process in WPCs showed that the process follows the kinetics and mechanisms described by Fick’s law [10].
Turku et al [11] investigated the processability of plastic waste from the construction industry, especially the “light” fraction, and of mixed plastic waste (MPW) available in local landfills. We found that the tensile strength properties of plastic compounds molded from recycled materials were higher than those of commercially available LDPE. In the present study, recycled plastic blends are used as a matrix for the production of natural fiber composites. The composites were tested for a wide range of mechanical properties (flexural strength, tensile strength, impact strength and hardness) and wettability. It was found that the strength of the composites was worse than that of the reference, which was made from untreated low-density polyethylene; the hardness was comparable and the stiffness was higher than that of the reference. The wettability of the reference was the lowest of the composites tested [11]. Martins et al [12] investigated the production of composites materials based on a selected grade of high density polyethylene (HDPE), pine sawdust (residues from a local furniture industry) and a coupling agent of PE-g-MA. The objective of this study focused on a specific application developed by a team of architects: an innovative shading system consisting of roller shutter elements to be produced by extrusion. The optimization of the composites materials began with a thorough characterization of the raw materials, and the compounds were produced with variable amounts of coupling agent after an analysis of the effects of the concentration of pine sawdust in the polymer matrix. Torque rheometry was used to determine the most suitable viscosities for extrusion processing [12]. In this study, the PE and TFB for the first time as a reinforcement was used and the matrix was considered for chipboard waste wood and comprehensive investigations were fully studied.
EXPERIMENTAL
Materials
In this study, chipboard waste with a filter fineness of 60 micrometers, commercially available TFB (Ossila) and heavy polyethylene PE100 were used. Before the particle board waste and polymers were used, the particle board waste was humidified in a dryer at a temperature of 100 °C for 2 hours. In this research, Extro LD-40 25-0 and mm L=1000 mm or Coperion technical specifications are used to mix polymers and chipboard in two parallel rotations. The temperature in the different sections of the extruder for mixing TFB and PE was 200 °C in the first section, 280 °C in the second section, 250 °C in the third section and 200 °C in the fourth section, and the speed of the extruder was 50 rpm. A plastic injection molding machine with a pressure of 100 tons and 150 grams was used to produce the samples. A plastic injection mold according to the ASTM D638 standard with a length of 10 mm, a width of 10 mm and a thickness of 5 mm was used to produce the standard tensile specimens. The tensile tests were carried out with the STM. The capacity of the dynamometer used was 15 kilonewtons and the tensile speed of the specimens was set at 5 mm/min. The phase series was confirmed by X-ray diffraction (XRD) and a Philips XRD diffractometer with Cukα radiation at 40 KV, 30 mA, a step size of 0.05o (2ϴ) and a scan rate of 1o/min and X’Pert software was used for qualitative analysis and report of width diffraction peaks (rad, β) at full width half maximum (FWHM) in different 2θ values according to the situation of peaks (Version 4.9.0). Absorption spectra were also registered using AvaSpec-ULS2048XL-EVO and AvaSoft 8. Further, the chemical structure of TFB is shown in Fig. 1.
Fig. 1. The chemical structure of TFB [13]
In addition, the Table I shows the weight percentages of samples and the content of compositions are recorded.
Table I. The ingredients values of nanocomposites
| Sample | chipboard wood, (%wt.) | PE,
(%wt.) |
TFB,
(%wt.) |
| 1 | 90 | 5 | 5 |
| 2 | 88 | 5 | 7 |
| 3 | 85 | 5 | 10 |
All variables of the plastic injection process, including temperature, injection pressure, injection time, storage pressure, storage time and material loading, are considered constant in the production of all samples.
RESULT AND DISCUSSIONS
X-ray diffraction
X-ray diffraction (XRD) technique was used to analyze qualitatively and semi-quantitatively solid crystal deposits in wood treated with some preservatives. The XRD study of the composites showed that the amorphous phases dominate. X-ray amorphous materials lack long-range crystallographic order and produce broad with low intensities in XRD patterns. This approach enables the quantification of amorphous and crystalline materials and the characterization of the amorphous component, including properties such as centre of mass and width of the amorphous component. In fact, there are some sharp peaks showing that the composites are amorphous-crystalline and the accumulation of particles in some parts has led to nucleation and growth. According to X-pert software and also other closer investigations, the main amorphous peak is in the plane (002), which can be directly attributed to the wood composition. Furthermore, no additional peaks were observed due to the purity of the ingredients in this type of composite. It was noteworthy that as the TFB content increased to 10 wt.%, the intensity decreased, which is directly related to the chemical structures and the bonding between the free radicals of PE and TFB with wood [14].
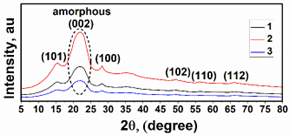
Fig. 2. X-ray diffraction of composites
UV analysis
The absorption spectrum of composite material 3, consisting of particleboard (85 wt.%) /PE (5 wt.%) /TFB (10 wt.%), is shown in Fig. 3. The weakly visible spectrum at approx. 420 nm is directly related to the presence of TFB and the maximum wavelength at approx. 210 nm is attributed to the ᴨ- ᴨ* transition, while the broad band at approx. 590 nm is attributed to intermolecular charge transfer (ICT) [15].
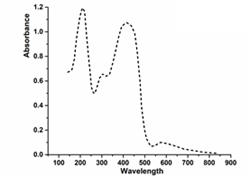
Fig. 3. Absorption spectra of composite 3
Mechanical properties
According to Fig. 4, the tensile strength of pure sample 1 is 13.11 MPa, and with the addition of TFB particles, the strength has changed significantly, and the presence of TFB in the area has increased the strength by 8.02 times. The ship strength of samples 2 and 3 is 21.13 and 23.92 MPa, respectively. As the TFB content increased, the overall strength increased. With an increase in TFB content at a yield ratio of 85:10, similar to the changes in ship strength, there is no effect on the young modulus, and with an increase in the stretch ratio during the process, the elastic modulus increased.
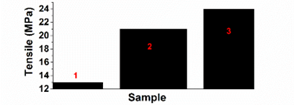
Fig. 4. Tensile strength of composites
The diagram of the displacement force resulting from the tensile test for different composite specimens in the presence of TFB and wood particles as well as a combination of these materials is shown in Fig. 5. According to Fig. 5, the addition of TFB resulted in a force of 1105 N and the elongation was higher than the other materials. The reason for this is due to the chemical structure of TFB, which has free radicals for bonding, and as the TFB content increased, the particle size was increased when the intensity of the peaks in the XRD pattern was reduced, and these properties led to an increase in stability and strength [16].
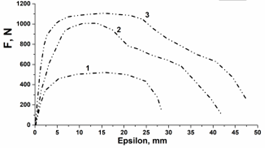
Fig. 5. Diagram of displacement force of composites and the effect of adding TFB particles
CONCLUSIONS
In this study, the mechanical properties of composites made of wood and TFB were investigated in the presence of TFB/PE/wood particles and by plastic injection molding. In order to investigate the effect of TFB micro fibrillation in PE, it was produced in the first stage and in the extrusion process with three different aspect ratios. The addition of TFB in weight percent of a constant PE base at a draw ratio similar to the tensile strength results did not change the modulus of elasticity, and as the draw ratio was increased in the extrusion process, the modulus of elasticity of the samples increased. The presence of wood/TFB particles improved the additive effect, and the elastic modulus increased at different stretching ratios. The study of the effect of the addition of polymeric carbon components and wood particles on the tensile strength showed that the wood particles did not change the strength of the vessel and the addition of 10% TFB increased the tensile strength by 23.92%. Finally, the cumulative effect of TFB, wood particles and constant PE content can be seen in the samples, and in the sample with 10 wt.% TFB, the reduction in elongation at break and increase in modulus of elasticity is also visible.
ACKNOWLEDGEMENTS
We thank the Parsian laboratory and colleagues for measuring the traits in this study.
REFERENCES
- S.W. Kariuki, J.W. Muthengia, M.K. Erastus, G.M. Leonard, J.M. Marangu, Characterization of composite material from the copolymerized polyphenolic matrix with treated cassava peels starch, Heliyon. 6 (2020) e04574. https://doi.org/10.1016/j.heliyon.2020.e04574.
- K.F. Patel, H.U. Mehta, H.C. Srivastava, Kinetics and mechanism of oxidation of starch with sodium hypochlorite, J. Appl. Polym. Sci. 18 (1974) 389–399. https://doi.org/10.1002/APP.1974.070180207.
- Z. Cai, Mechanical Properties of Wood-Based Composite Materials Contents, (2021).
- M. Sain, M. Pervaiz, Mechanical properties of wood–polymer composites, Wood-Polymer Compos. (2008) 101–117. https://doi.org/10.1533/9781845694579.101.
- M. Liikanen, K. Grönman, I. Deviatkin, J. Havukainen, M. Hyvärinen, T. Kärki, J. Varis, R. Soukka, M. Horttanainen, Construction and demolition waste as a raw material for wood polymer composites – Assessment of environmental impacts, J. Clean. Prod. 225 (2019) 716–727. https://doi.org/10.1016/J.JCLEPRO.2019.03.348.
- P. Tang, L. Xie, X. Xiong, C. Wei, W. Zhao, M. Chen, J. Zhuang, W. Su, Z. Cui, Realizing 22.3% EQE and 7-Fold Lifetime Enhancement in QLEDs via Blending Polymer TFB and Cross-Linkable Small Molecules for a Solvent-Resistant Hole Transport Layer, ACS Appl. Mater. Interfaces. 12 (2020) 13087–13095. https://doi.org/10.1021/ACSAMI.0C01001/SUPPL_FILE/AM0C01001_SI_001.PDF.
- D. V. Satov, Additives for wood–polymer composites, Wood-Polymer Compos. (2008) 23–40. https://doi.org/10.1533/9781845694579.23.
- A. Ashori, T. Tabarsa, F. Amosi, Evaluation of using waste timber railway sleepers in wood–cement composite materials, Constr. Build. Mater. 27 (2012) 126–129. https://doi.org/10.1016/J.CONBUILDMAT.2011.08.016.
- B. Koohestani, I. Ganetri, E. Yilmaz, Effects of silane modified minerals on mechanical, microstructural, thermal, and rheological properties of wood plastic composites, Compos. Part B Eng. 111 (2017) 103–111. https://doi.org/10.1016/J.COMPOSITESB.2016.12.021.
- A. Kaboorani, Characterizing water sorption and diffusion properties of wood/plastic composites as a function of formulation design, Constr. Build. Mater. 136 (2017) 164–172. https://doi.org/10.1016/J.CONBUILDMAT.2016.12.120.
- I. Turku, A. Keskisaari, T. Kärki, A. Puurtinen, P. Marttila, Characterization of wood plastic composites manufactured from recycled plastic blends, Compos. Struct. 161 (2017) 469–476. https://doi.org/10.1016/J.COMPSTRUCT.2016.11.073.
- G. Martins, F. Antunes, A. Mateus, C. Malça, Optimization of a Wood Plastic Composite for Architectural Applications, Procedia Manuf. 12 (2017) 203–220. https://doi.org/10.1016/J.PROMFG.2017.08.025.
- W. Wu, Z. Chen, Y. Zhan, B. Liu, W. Song, Y. Guo, J. Yan, X. Yang, Z. Zhou, W.Y. Wong, An Efficient Hole Transporting Polymer for Quantum Dot Light-Emitting Diodes, Adv. Mater. Interfaces. 8 (2021) 2100731. https://doi.org/10.1002/ADMI.202100731.
- Y. Xia, C. Ma, H. Wang, S. Sun, J. Wen, R. Sun, Multiple Analysis and Characterization of Novel and Environmentally Friendly Feather Protein-Based Wood Preservatives, Polym. 2020, Vol. 12, Page 237. 12 (2020) 237. https://doi.org/10.3390/POLYM12010237.
- K.B. Eisenthal, Intermolecular and Intramolecular Excited State Charge Transfer, Laser Chem. 3 (1983) 145–162. https://doi.org/10.1155/LC.3.145.
- D. Braun, Origins and development of initiation of free radical polymerization processes, Int. J. Polym. Sci. 2009 (2009). https://doi.org/10.1155/2009/893234.