
Effect of Water Hyacinth (Eichhornia Crassipes) and Maggot (Hermetia Illucens) Flour Composition in Feed on the Growth of Broiler Chicks
- Lariman
- Razita Irsalina
- Mislan
- Sus Trimurti
- 796-805
- May 27, 2024
- Education
Effect of Water Hyacinth (Eichhornia Crassipes) and Maggot (Hermetia Illucens) Flour Composition in Feed on the Growth of Broiler Chicks
Lariman*1, Razita Irsalina1, Mislan2, Sus Trimurti2
1Department of Biology, Faculty of Mathematics and Natural Sciences, Mulawarman University, Samarinda, East Kalimantan, Indonesia
2Department of Physics, Faculty of Mathematics and Natural Sciences, Mulawarman University, Samarinda, East Kalimantan, Indonesia
*Corresponding Author
DOI: https://dx.doi.org/10.47772/IJRISS.2024.803053S
Received: 27 March 2024; Accepted: 24 April 2024; Published: 27 May 2024
BSTRAK
The broiler farming business in Indonesia is increasing. Factors that influence the success of this business are quality feed providers. Efforts can be made by utilizing local resources that are abundant and have nutritional value for livestock, one of which is by utilizing water hyacinth (Eichhornia crassipes) and maggot (Hermetia illucens). The aim was to determine the effect of water hyacinth and maggot flour composition in feed on broiler growth and to determine the composition that has the best nutritional content. This study used a Randomized Group Design (RAK) with 4 treatments and 5 replicates consisting of P0 (commercial feed), P1 (5% tapioca flour + 50% water hyacinth flour + 45% maggot), P2 (5% tapioca flour + 60% water hyacinth flour + 35% maggot), and P3 (5% tapioca flour + 40% water hyacinth flour + 55% maggot). The parameters tested were body weight gain, ration conversion, mortality, and feed proximate test. The results of anova analysis showed that the treatment gave a real effect on all test parameters. Based on the results of this study, it can be concluded that the composition of all formulas has a good effect on the growth of broiler chickens so that there is no mortality during maintenance. The composition of feed that has the highest nutritional content is shown in the P1 treatment with a moisture content of 5.42%, ash 8.56%, protein 29.31%, fat 19.48%, and fiber 7.02%.
Keywords: Broiler Chicken, Water Hyacinth, Maggot
INTRODUCTION
The broiler farming business in Indonesia is currently increasing. In broiler farming activities, there are factors that influence success, namely the provision of quality feed. Quality feed must contain food substances as needed by livestock. Food substances for livestock generally consist of water, carbohydrates, protein, fat, vitamins and minerals. Feed ingredients used for livestock are mostly imported from abroad such as corn, soybean meal, and corn gluten meal which results in expensive feed prices in Indonesia (Wati, 2018).
In Indonesia, most farmers still use commercial ration formulas, even though the ingredients used are relatively expensive. This condition makes farmers look for alternative ingredients that can be used for animal feed. Efforts made by some farmers are to substitute feed using other ingredients without reducing the substances needed by the animal. Efforts can be made to utilize local resources that are abundant and have nutritional value for livestock. One of them is utilizing water hyacinth (Eichhornia crassipes) which has potential as an animal feed ingredient and can be mixed with animal protein sources such as maggot (Hermetia illucens).
Water hyacinth in the form of dry matter contains crude protein as much as 6.31%, crude fat 2.83%, crude fiber 26.61%, Ca and P 0.47 and 0.66% respectively, ash 16.12% and Extracted Material Without Nitrogen (BETN) 48.14% (Mahmilia, 2005). However, the utilization of water hyacinth as feed also has disadvantages, including too high water content, crude protein, and BETN that are difficult to digest. Efforts that can be made to make water hyacinth as a nutritious and easily digestible feed ingredient are using fermentation technology. Fermentation by microbes can convert complex macromolecules into simple molecules that are easily digested by livestock and do not produce toxic chemical compounds (Dewanti, 2013).
Maggot is currently widely utilized as an additional source of protein. According to Dewantoro (2018), the protein content of maggot reaches 40% and this content is higher than the factory pellets for livestock which only contain about 20-25% protein. The high protein content in maggot attracts attention to be studied as a feed mixture with water hyacinth, which raises the question of whether this mixture of water hyacinth and maggot can be made into chicken feed and whether it can increase the growth of chicks.
Broiler rearing consists of a starter phase (1-3 weeks), and a finisher phase (4-6 weeks). Broiler feed made by adjusting the composition of water hyacinth and maggot content is expected to produce good quality nutrition and good growth for chickens, so as to reduce the burden of commercial feed costs.
MATERIALS AND METHODS
Research Time and Location
This research was conducted from May to July 2021. Water hyacinth sampling was conducted in the waters of Lempake Dam, Samarinda, East Kalimantan. Feed formulation and broiler chick rearing were carried out at Camp Hijau, jl. Belimau Gg. 2, Lempake Village, Samarinda, East Kalimantan. Proximate analysis was conducted at the East Kalimantan Agricultural Technology Assessment Center Laboratory. While data analysis was carried out at the Animal Ecology and Systematics Laboratory, Faculty of Mathematics and Natural Sciences, Mulawarman University, Samarinda, East Kalimantan.
Research Design
The experimental design used in this study was a Randomized Group Design (RAK) consisting of 4 treatments and 5 replicates. Each cage unit was filled with 5 broiler chickens. P0: commercial feed, P1: 5% tapioca starch + 50% water hyacinth flour + 45% maggot, P2: 5% tapioca starch + 60% water hyacinth flour + 35% maggot, and P3: 5% tapioca starch + 40% water hyacinth flour + 55% maggot.
Parameters observed were Body Weight Gain (PBB) obtained from weekly calculations based on the difference between broiler body weight at the end of the week (g) and the initial weight of the week (g); ration conversion was calculated weekly by comparing the amount of ration consumed in one week with body weight gain in that week; mortality was calculated during the final week of the experiment by calculating the number of chickens that died divided by the initial population multiplied by 100%; and proximate tests were carried out to analyze nutrient levels consisting of 5 analyses, namely water content, ash content, protein, fat and fiber.
The data obtained were analyzed by analysis of variance (ANOVA) based on a randomized group design (RAK).
Tools and Materials
The tools used in this research are feeders, waterers, chopping machines, blenders, ovens, digital scales, knives, filters, spoons, basins, pellet molding machines, basins, tampahs, spoons, and mobile cameras.
The materials used in this study consisted of 20 broiler chickens in the starter phase without differentiating gender (unsexing), water hyacinth, maggot, commercial feed, cage mat using husks, chicken vitamins, water, tapioca flour, EM-4, and sugar.
Research Procedure
- Cage Preparation
Cages and equipment are cleaned before the animals arrive. The cages used were litter system cages (rice husk-based) consisting of 4 plots with a size of 50 x 50 cm. After that, rice husk was sown on the floor of the cage with a thickness of 5 cm to keep the heat stable. Each cage was prepared with 1 drinking water container and 1 feeding container each.
- Preparation of Fermented Water Hyacinth Flour
Water hyacinths are sorted to separate from rotten water hyacinths. Next, it is chopped using a chopping machine, then dried using an oven to dry. A total of 10 kg of water hyacinth that has been dried is mixed with 200 mL sugar and 5 L water. This aims as a source of water and energy for the culture contained in EM-4. The next step is the fermentation process using 10 mL EM-4 for 5 days. After the fermentation process ends, the fermented water hyacinth is air dried (Nainggolan, 2018).
- Preparation of Maggot Flour
Maggots are cleaned using water and then filtered, to facilitate the separation of maggots from the media pulp. After cleaning, soaked using hot water until the maggot dies. Then the drying process is carried out by oven with a temperature of 100ºC until the maggot is completely dry. A total of 7 kg of maggot that has been dried, mashed by blending until the maggot is smooth and turns into flour (Natsir, 2020).
- Chicken Feed Pellet Making
The ingredients that have become flour, mixed according to the treatment then stirred until smooth, then the feed ingredients are molded using a pellet molding machine. The last process is drying the pellets to dry.
- Livestock Maintenance
Newly arrived broilers are weighed at initial body weight (g/head). After the initial weighing, broilers were given vitamins to restore body condition lost during the journey. Furthermore, each chicken was given a replicate number. The cage plots were coded according to the treatment given to facilitate the recording process, 5 chickens were included in each plot. Chickens were acclimatized for 3 days by giving commercial feed, after which they were immediately given treatment for 21 days.
The frequency of feeding is done twice a day at 07.00 and 17.00 WITA. The frequency of drinking is given ad libitum (unlimited).
RESULTS AND DISCUSSION
Broiler Body Weight Growth
From the observations that have been made, the average body weight growth of broilers fed with a mixture of fermented water hyacinth flour and maggot for 3 weeks is as follows:
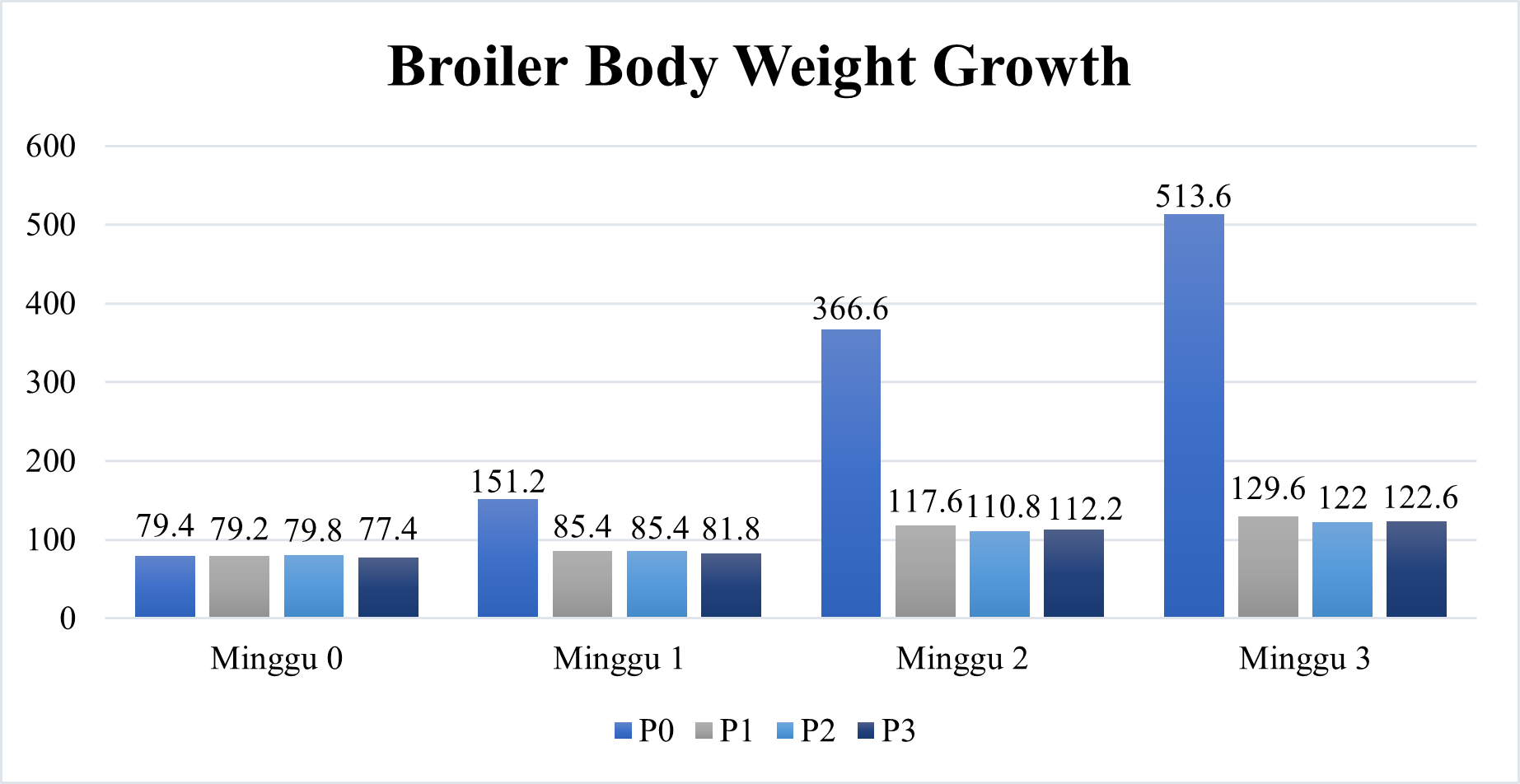
Image 1. Broiler Weight Growth Diagram
Description:
P0 =Commercial feed treatment
P1 =5% tapioca starch + 50% fermented water hyacinth flour + 45% maggot
P2 =5% tapioca starch + 60% fermented water hyacinth flour + 35% maggot
P3 =5% tapioca starch + 40% fermented water hyacinth flour + 55% maggot
Based on Figure 1. week 0 is the initial body weight of broiler maintenance. In all treatments showed a growth in body weight in each week. In the treatment of P1, P2 and P3 is a mixture of fermented water hyacinth flour and maggot flour. The highest average growth in treatment P1 amounted to 129.6 gr/head.
Then continued the anova test using SPSS. The results of the ANOVA test showed that at the 5% confidence level, the treatment of feed formula and maintenance time had a real and significant effect on the weight gain of broiler chickens produced (p<0.05).
Table 1. Results of Duncan’s Further Test for the Effect of Treatment on Broiler Body Weight Growth
| Treatment | Average | Notation |
| P0 | 277,7 | a |
| P1 | 102,3 | b |
| P2 | 99,5 | b |
| P3 | 98,5 | b |
Notes: Different notations in the same column indicate a significant difference in effect (P<0.05).
Furthermore, Duncan’s further test was conducted with a confidence level of 5% for the treatment of feed formula and broiler rearing time. Based on the results of Duncan’s further test for the effect of treatment on the growth of broiler body weight showed that there was a difference in value between the treatment formula P0 with P1, P2 and P3. The highest average value in the P0 formula treatment and the other three treatments showed no difference in body weight results. While in the results of Duncan’s further test for the effect of maintenance time on the growth of broiler body weight, there is a significant difference between all maintenance times. The largest value at week 3 and the smallest at 0. Can be seen in Table 2.
Table 2. Results of Duncan’s Further Test for the Effect of Maintenance Time on Broiler Body Weight Growth
| Treatment | Average | Notation |
| Week 0 | 78,95 | d |
| Week 1 | 100,95 | c |
| Week 2 | 176,15 | b |
| Week 3 | 221,95 | a |
Notes: Different notations in the same column indicate a significant difference in effect (P<0.05).
Weight Gain (PBB)
One parameter that can be a criterion for growth in broilers is body weight gain (PBB). The PBB of broiler chickens can be seen in Table 3.
Table 3. Average Weight Gain (PBB)
| Sunday | PBB (g/head) | |||
| P0 | P1 | P2 | P3 | |
| 1 | 71,8 | 6,2 | 5,6 | 4,4 |
| 2 | 215,4 | 32,2 | 25,4 | 30,4 |
| 3 | 147 | 12 | 11,2 | 10,4 |
The results of ANOVA analysis showed that between treatments and maintenance time showed significant differences (p<0.05) on the PBB of broiler chickens.
Based on the results of PBB of broiler chickens for 3 weeks of maintenance, the highest was in P1 12 g/head with a formula content of 50% fermented water hyacinth flour + 45% maggot. Where based on the results of proximate tests in formula P1 contains the highest protein of 29.31% and the lowest fiber content of 7.02% compared to P2 and P3. Faradis (2009) states that protein requirements for growing broilers are relatively higher because it has an important role in the growth of broilers during the growth period, namely to meet three kinds of needs such as tissue growth, basic life and feather growth. According to Anggitasari (2016) that feed containing higher protein than others tends to provide higher body weight gain, while feed containing low protein and consumed in small amounts can cause amino acid deficiency or imbalance that inhibits growth.
Ration Conversion
From the observations that have been made, the average ration conversion of broiler chickens fed with a mixture of fermented water hyacinth flour and maggot for 3 weeks is as follows:
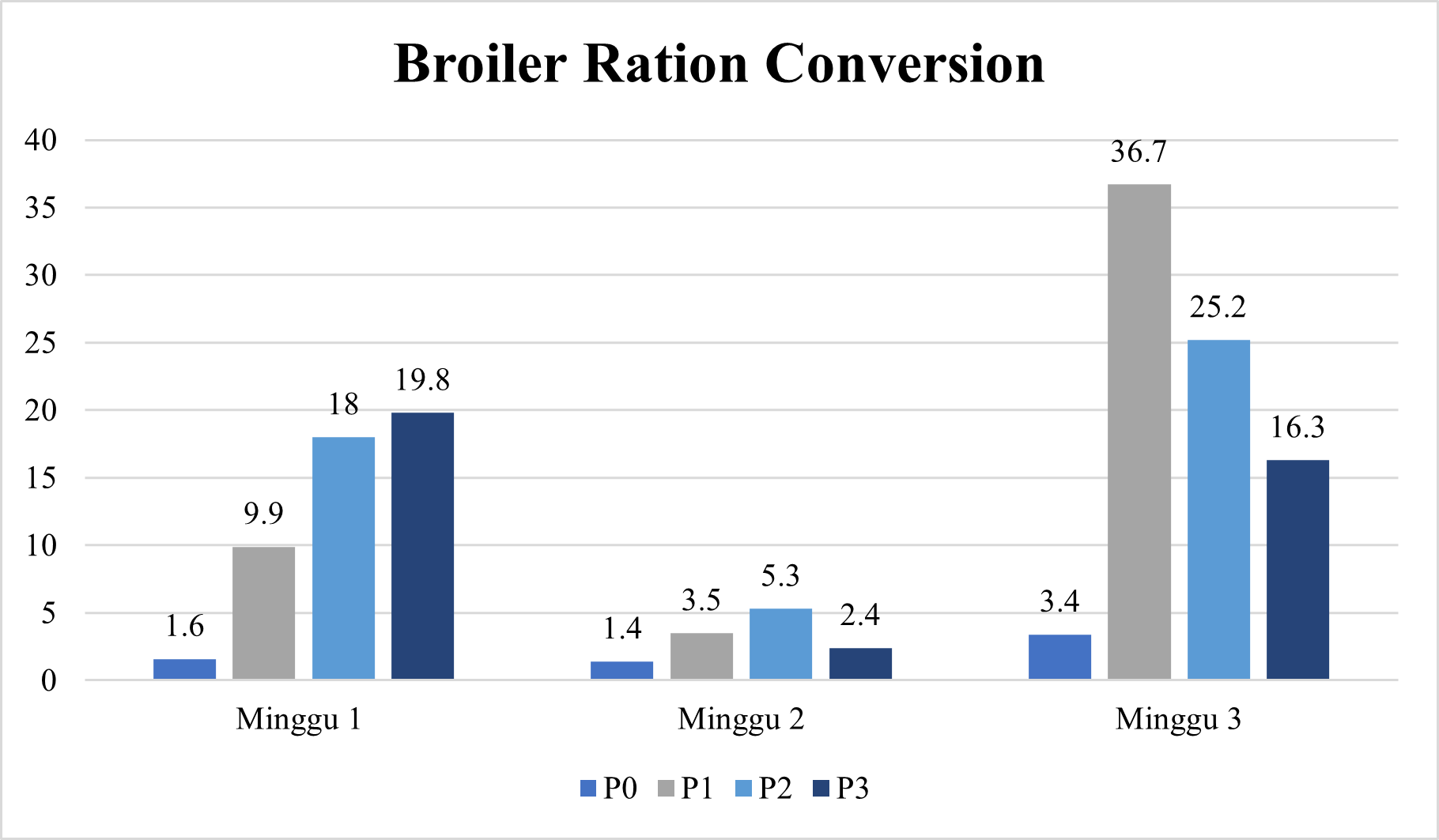
Image 2. Broiler Ration Conversion Diagram
Description:
P0 =Commercial feed treatment
P1 =5% tapioca starch + 50% fermented water hyacinth flour + 45% maggot
P2 =5% tapioca starch + 60% fermented water hyacinth flour + 35% maggot
P3 =5% tapioca starch + 40% fermented water hyacinth flour + 55% maggot
Based on Figure 4.2 in week 1, the highest average conversion was P3 19.8 g/head and the lowest was P0 1.6 g/head. In week 2, the highest average conversion was P2 5.3 g/head and the lowest was P0 1.4 g/head. In week 3, the average conversion was highest in P1 36.7 g/head and lowest in P0 3.4 g/head. Umam (2014) states that the high and low ration conversion rate is due to the difference that is getting bigger or smaller in the ratio between feed consumed and body weight gain achieved. According to Anggitasari (2016) that broiler maintenance is still said to be efficient if the feed conversion value is still below the number two. Fahrudin (2017) added that the main factors affecting ration conversion are genetics, ration quality, disease, temperature, cage sanitation, ventilation, medication, and cage management. Ration feeding factors, lighting also play a role in influencing ration conversion, the rate of passage of rations in the digestive tract, the physical form of the ration and the nutritional composition of the ration.
Then followed by anova test using SPSS. Based on the results of the ANOVA test, it shows that at the 5% confidence level, the treatment of feed formula and maintenance time has a real and significant effect on the conversion of broiler rations produced.
Table 4. Results of Duncan’s Further Test for the Effect of Treatment on Broiler Ration Conversion
| Treatment | Average | Notation |
| P0 | 2,127 | a |
| P1 | 16,720 | b |
| P2 | 16,140 | b |
| P3 | 12,833 | ab |
Notes: Different notations in the same column indicate a significant difference in effect (P<0.05).
Based on the results of Duncan’s further test for the effect of treatment on ration conversion shows that there is a difference in value between the treatment formula P0 with P1 and P2. While in the results of Duncan’s further test for the effect of maintenance time on PBB there is a difference between week 2 and week 3. The largest value is in week 3, followed by 1, and the smallest is 2. Can be seen in Table 5.
Table 4.5 Results of Duncan’s Further Test for the Effect of Maintenance Time on Broiler Ration Conversion
| Treatment | Average | Notation |
| Week 1 | 12,325 | ab |
| Week 2 | 3,150 | a |
| Week 3 | 20,390 | b |
Notes: Different notations in the same column indicate a significant difference in effect (P<0.05).
Mortality
One of the determining factors for success in broiler breeding is by calculating the number or percentage of broiler mortality. The percentage of mortality in this study, from all treatments P0, P1, P2, and P3 was 0%. Thus it can be seen that the content of the composition added to the research feed does not contain elements that can be harmful to broilers and can cause death in broilers. Therefore, the maintenance of broilers in this study can be said to be successful, because the percentage of deaths is below 4%. This is in accordance with Triawan (2013) which states that the percentage of deaths during the maintenance period should not be more than 4%.
Feed Proximate Test
The results of the proximate test at the East Kalimantan BPTP Laboratory on the three formulas on the content of water content, fat, and protein showed that they met the feed quality requirements according to SNI 02-8173-2015.
The proximate test results of broiler feed using water hyacinth flour and maggot flour are presented in Figure 3.
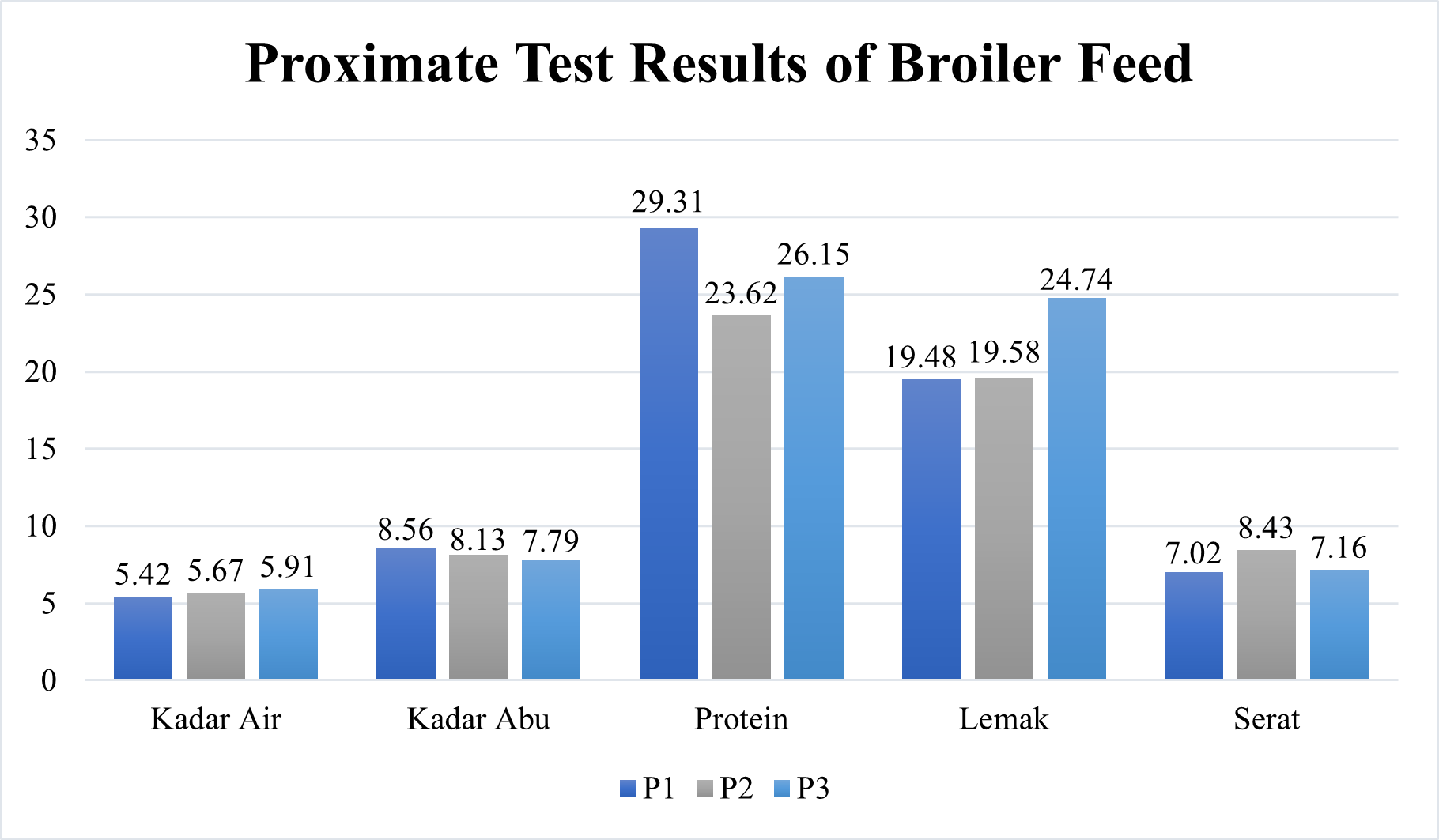
Image 3. Results of Content Analysis of Feed Formula from Water Hyacinth and Maggot Flour Ingredients
Description:
P0 =Commercial feed treatment
P1 =5% tapioca starch + 50% fermented water hyacinth flour + 45% maggot
P2 =5% tapioca starch + 60% fermented water hyacinth flour + 35% maggot
P3 =5% tapioca starch + 40% fermented water hyacinth flour + 55% maggot
- Water Content
The results of the analysis of the moisture content of each feed formula based on the results of laboratory tests showed insignificant differences. The value of moisture content in each formula is caused by the feed drying process and the moisture content of the raw materials before being processed into feed. The process of drying feed by using sunlight until it is completely dry.
The moisture content in formula P1 was 5.42%, P2 was 5.67%, and P3 was 5.91%. Based on the results of laboratory analysis, the moisture content for all formulas meets the requirements for feed moisture content according to SNI 02-8173-2015. According to the requirements of the Indonesian National Standard (2015), the maximum moisture content in feed is 14%. Too high moisture content (above 15%) will cause a decrease in the quality of feed ingredients because it is easily contaminated with fungi and bacteria, besides that it will make the texture of feed in the form of pellets soft (Utama, 2020). Moisture content in feed ingredients can affect the quality of feed ingredients, good feed ingredients have little moisture content (Marbun, 2018).
- Ash Content
Based on Figure 3, the ash content of the feed formula from the highest to the lowest is P1 at 8.57%, P2 at 8.13%, and P3 at 7.79%. The maximum ash content in feed is 8% according to the requirements of SNI 02-8173-2015, which means that the P3 formula meets the requirements while P1 and P2 do not meet the requirements according to feed quality, which is between 8.57%-8.13%.
- Protein Content
Based on Figure 3, the protein content in formula P1 was 29.31%, P2 was 23.62%, and P3 was 26.15%. The highest protein was found in formula P1 and the lowest in formula P2. Protein levels in all formulas meet the requirements according to SNI 02-8173-2015. This is in accordance with the Indonesian National Standard (2015) which states that for broiler starter feed, the minimum crude protein is 20%.
- Fat Content
Based on Figure 3, the lowest to highest fat content is in formula P1 at 19.48%, P2 at 19.58%, and P3 at 24.74%. The results of laboratory analysis of fat content of all feeds meet the requirements according to SNI 02-8173-2015. This is in accordance with the Indonesian National Standard (2015) which states that for broiler starter feed the minimum crude protein is 5%.
- Fiber Content
Based on Figure 3, the fiber content in formula P1 is 7.02%, P2 is 8.43%, and P3 is 7.16%. The highest fiber content in formula P2 and the lowest in P1. According to the requirements of SNI 02-8173-2015 broiler starter feed, the crude fiber content in the feed is at least 5%, which means that all formulas do not meet the requirements according to feed quality, which is between 7.02%-8.43%. Sihite (2013) said that crude fiber serves to stimulate peristalsis of the digestive tract as a microbial medium in the appendix that will produce vitamins K and B12, and to provide a sense of satiety. The maximum use of crude fiber in feed raw materials is no more than 5%. According to Faradis (2019) excessive crude fiber can reduce the efficiency of using other nutrients, on the other hand, if the crude fiber of the ration is too low, the ration cannot be digested properly. In broiler chickens, crude fiber is still needed in small amounts which play a role in facilitating excreta excretion.
CONCLUSION
Based on the results showed that the composition of all formulas gave a good effect on the growth of broiler chickens so that there was no death during maintenance. The best composition of PBB was 50% fermented water hyacinth flour + 45% maggot and ration conversion of 40% fermented water hyacinth flour + 55% maggot. The results of the proximate test which had the highest nutritional content in the feed were shown in treatment P1 (50% fermented water hyacinth flour + 45% maggot) with a moisture content of 5.42%, ash 8.56%, protein 29.31%, fat 19.48%, and fiber 7.02%.
REFERENCE
- Anggitasari, S., Sjofjan, O., and Djunaidi, I. H. 2016. Effect of Several Types of Commercial Feed on Quantitative and Qualitative Production Performance of Broilers. Livestock Bulletin. 40 (3), 187-196.
- Dewanti, R., Irham, M., and Sudiyono. 2013. Effect of Using Fermented Water Hyacinth (Eichhornia Crassipes) in Rations on Percentage of Carcass, Non-Carcass, and Abdominal Fat of Eight Week Old Male Local Ducks. Livestock Bulletin. 37 (1), 19-25.
- Dewantoro, K., and Efendi, M. 2018. Raising Black Soldier Fly Maggot. Jakarta: AgroMedia Library.
- Fahrudin, A. 2017. Ration Consumption, Body Weight Gain and Ration Conversion of Local Chickens at Jimmy’s Farm Cipanas, Cianjur Regency. Students e-journal. 6 (1), 1-8.
- Faradis, H. A. 2009. Evaluation of Nutrient Adequacy in Broiler Rations at CV Perdana Putra Chicken Bogor Farm. Diponegoro University.
- Mahmilia, F. 2005. Changes in Nutritional Value of Fermented Water Hyacinth Flour and its Utilization as Broiler Ration. Journal of Veterinary Livestock Science (JITV). 10 (2), 90-95.
- Marbun, F. G. I., Wiradimadja, R., and Hernaman, I. 2018. Effect of Storage Duration on Physical Properties of Rice Bran. Scientific Journal of Integrated Animal Husbandry. 6 (3), 163-166.
- Nainggolan, E. A., Situmeang, R. C., & Silitonga, A. 2018. Fermentation of water hyacinth (Eichhornia Crassipes) using Effective Microorganism 4 (EM-4). In Proceedings Of National Colloquium Research And Community Service. 2.
- Natsir, W. N. I., P Rahayu, R. S., Darussalam, M. A., and Azhar, M. 2020. Palatability of Maggot as a Protein Source Feed for Poultry. Journal of Agrisistem. 16 (1), 27-32.
- Sihite, H. H. 2013. Study on the Utilization of Fish Waste from Fish Auction Sites (TPI) and Nauli Sibolgam Traditional Market into Fish Flour as Animal Feed Raw Material. Journal of Unimal Chemical Technology. 2 (2), 43-54.
- Umam, M. K., Prayogi, H. S, and Nurgiartiningsih, V. M. A. 2014. Production Performance of Broilers Raised on Stage Cage Floor System and Terraced Cage. Journal of Animal Science. 24 (3), 79-87.
- Utama, C. S., Sulistiyanto, B., and Rahmawati, R. D. 2020. Organoleptical Physical Quality, Hardness and Moisture Content of Various Pelleted Animal Feeds. Journal of Research and Development. 18 (1), 43-53.
- Wati, A. K. 2018. Performance of Broiler Chicken with the Addition of Calliandra calothyrsus Leaf Flour in Feed. Science of Animal Husbandry. 16 (2), 74-79.