
Effects of Extrusion Variables on Some Chemical and Functional Properties of Thermo-extrudates from Selected Varieties of Sesame (Sesamum Indicum L)
- Folashade A. Ayinde
- Yakub O. Bankole
- Folake O. Henshaw
- Cathrine O. Eromosele
- Sajid Alavi
- Akinbode A. Adedeji
- 161-176
- Oct 6, 2023
- Food Science
Effects of Extrusion Variables on Some Chemical and Functional Properties of Thermo-extrudates from Selected Varieties of Sesame (Sesamum Indicum L)
Folashade A. Ayinde 1,2*, Yakub O. Bankole1, Folake O. Henshaw2, Cathrine O. Eromosele3, Sajid Alavi4, Akinbode A. Adedeji4,5
1Food Technology and Biotechnology Department, Lagos State University of Science and Technology, Ikorodu, Lagos Nigeria
2Food Science and Technology Department, Federal University of Agriculture, Abeokuta, Nigeria
3Chemistry Department, Federal University of Agriculture, Abeokuta, Nigeria
4Grain Science and Industry Department, Kansas State University, Manhattan, Kansas, USA.
5Biosystems and Agricultural Engineering Department, C.E Barnhart Building, University of Kentucky, Lexington, KY, USA.
* Corresponding Author
DOI: https://doi.org/10.51244/IJRSI.2023.10917
Received: 31 July 2023; Revised: 31 August 2023; Accepted: 04 September 2023; Published: 06 October 2023
ABSTRACT
This study examined the effects of extrusion conditions of Feed moisture (FM) (14 – 25% wb) and Screw speed (SS) (250 – 350 rpm) at constant barrel temperature of 100oC on some chemical composition and functional properties of thermo-extrudates from three sesame varieties (Bogoro, E8, and Ex-Sudan), using central composite rotatable design on water absorption (WAC) and oil absorption (OAC) capacity, bulk density (BD), solubility (SOL) and swelling capacity (SC). The protein content of thermo-extrudates significantly (p<0.05) decreased with FM and increased SS. The tannin content in the thermo-extrudates ranged from 11.0 to 14.17; 9.83 to 12.50; and 7.50 to 12.65 (mg/100 g), the phytate content ranged from 19.33 to 25.00; 17.00 to 21.50 and 16.0 to 22.83 (mg/100 g) in Bogoro, E8, and Ex-Sudan respectively. An increase in FM and SS (p<0.05) reduced tannin by 41%, 40% and 46%, and phytate by 28%, 32%, and 30% in Bogoro, E8,and Ex-Sudan. Solubility was the most predictable functional property of the thermo-extrudates, with models having coefficients of determination (R2) of 0.99, 0.82, and 0.86 for Bogoro, E8, and Ex-Sudan. The optimized processing conditions for E8 with desirability of 0.74 are FM 14% and SS 250 rpm, which resulted in optimal WAC of 168.55%; SOL 14.36%; OAC 138.27%; BD 0.67 g/cm3; SC 1.53%.
Index Terms: Bogoro, E8, Ex-Sudan, extrusion, optimization, thermo-extrudates.
INTRODUCTION
Sesame (Sesamum indicum Linn) is an important oilseed crop in Nigeria, grown primarily for the production of oil, with approximately 50% of oil and 20% – 25% of protein contents [1], [2]. In Nigeria, sesame is commonly cultivated between latitude 6o and 10o N covering the derived southern and northern Guinea savannah, Sudan savannah and Sahel vegetation zones Central producing states are Adamawa, Benue, Bornu, Gombe, Jigawa, Kano, Katsina, Kaduna, Plateau, Yobe. Zamfara, Taraba, Kebbi, Sokoto, Cross Rivers, Kwara, Kogi, Niger and the Federal Capital Territory, Abuja, where it ranks among the first ten major crops [2], [3], [4].
The meal resulting from the production of oil is high in protein which vary from 400-500 g/kg dry matter, depending on the method of oil extraction [5]. Sesame seed protein is poor in lysine (2.7%) and isoleucine, but rich in methionine (3.2%), which is often the limiting amino acid in legume-based tropical diets [6], [7], [8]. The essential amino acid composition, except for lysine, in the sesame seed protein was found to be comparable to those of the proteins of beef and casein [5], its high methionine content distinguished sesame from other oil seeds [5]. Sesame seed protein can be used for supplementing peanut, soybean and other vegetable proteins that lack sufficient methionine to increase their nutritive qualities [5]. They can also enrich cereals that are poor in sulphur containing amino acids, especially methionine [5]. However, to be successfully exploited for use as a food ingredient, the protein must possess satisfactory functional properties such as gelation, emulsion stability, viscosity, foamability, aqueous solubility, waterholding capacity, oil binding and bulk density [9], [10]. Sesame flour has been increasingly used as an ingredient and a functional modifier in many foods by researchers [11], [7], [12], [8].
Food extrusion involves shearing moistened starchy or protein-rich food into a viscous consistency before cooking and pushing through a die. [13], [14]. Extrusion has been used in the cereal industry for several years to produce varieties of food such as breakfast cereals, snack foods, pasta products, baby foods, extruded bread, modified starches, meat analogues, textured vegetable protein etc. [15], [16]. Extrusion cooking process has been found to improve and modify food, thereby enhancing their digestibility [13]. Using a twin-screw extruder for processing defatted sesame flour into “intermediate” food extrudate has not been horoughly investigated. Sesame being a major source of edible oil; the residual protein-rich defatted cake is either discarded or used for animal feed. When processed into flour it can be used for various food applications, thereby bridging the gap in protein supply. There is a need to expand the food application of sesame; thermo-extrusion processing allows the creation of extrudates that can be considered for supplementation into the diet. Research on thermo-extrusion of flour from dehulled, defatted sesame seed flour and information on process variables, is not well documented in the literature. Therefore, extrusion technology can be applied to the processing of defatted sesame flour as another way to add value to this byproduct through novel utilization.
The study aims to achieve the following objectives:
- Explore how variations in extrusion conditions – specifically Feed Moisture (FM) ranging from 14% to 25% wet basis and Screw Speed (SS) from 250 to 350 rpm – impact the chemical and functional properties of thermo-extrudates. This experimentation will be conducted while maintaining a constant barrel temperature of 100°C. The focus will be on defatted flour of sesame varieties Bogoro, E8, and Ex-Sudan.
- Utilize Response Surface Methodology (RSM) to analyze and quantify the influence of different extrusion conditions on the characteristics of the thermo-extrudates.
- Identify the optimal extrusion conditions that lead to the most desirable thermo-extrudates for the three varieties of sesame. This determination will be made using the desirability function approach.
MATERIALS AND METHODS
Identified sesame seeds were obtained from National Cereal Research Institute, Badeggi, in Niger State, Nigeria.
Preparation of defatted sesame flour The seeds were dehulled according to the method of [17] with slight modification by replacing the lye solution with slaked lye. Drying was done at 75oC in multi-tray air drying oven (Model MINO/50, Genlab Thermal Engineers, Genlab Ltd, Widnes Cheshire, UK.) until a moisture content of 5% was reached according to [18]. The dried seeds were cooled in a desiccator and conditioned by adding 30 mL of deionized water to 500g of seeds; and were kept in sealed Ziploc® 3.7 L plastic bags for 48 hours to allow equilibrium of moisture and ease of oil release. Defatting was done using a mechanical press, Piteba nut and seed oil expeller, the hard defatted cake was produced after defatting and this was further milled to fine sized particle-sized flour using Miracle Electric Grain flour mill (ME300, USA); the flour was sieved through a 80 micron mesh screen. Packaging was in airtight Ziploc® 3.7 L resealable plastic bags for further use.
Extrusion Equipment and Process
The conditioned flour was fed through the K2Tron volumetric mixer (Model K2V920), moving at a screw speed of 620 rpm, and operating at a 20 g/min feed rate. Extrusion of defatted conditioned flour at varying feed moisture content was carried out at different screw speeds, as indicated in Table II, at a constant temperature of 100oC, as determined by the pre-test run, where it was observed that temperatures greater than 100oC caused burning of the extrudates. The twinscrew extruder, Model Micro-18, American Leistritz, Somerville, NJ, US, powered by a 2.37 kW motor speed and 3HP DC motor with rated maximum screw speed of 500 rpm, has a barrel length of 50.8 cm and barrel diameter of 18 mm with a circular die diameter opening of 4.1 mm, L: D ratio of 31:1 with co-rotating intermeshing twin screws. The extruder was electrically heated, water-cooled, with the barrel section having the feed, with six non-vented, two vented and plugged sections. The machine has six temperature zones that are electronically heated. A probe near the die controls the extrusion temperature. The motor load varies between 17% and 20%. The feed exit temperature is 97°C. The thermo-extrudates were collected after 15 minutes of steady flow from the extruder. The extrusion run consisted of thirteen combinations performed randomly.
Experimental Design
Response surface methodology was used to investigate the effects of extrusion conditions on some of the chemical composition and functional characteristics of thermoextrudates from defatted sesame flours from three varieties of sesame (Bogoro, E8 and Ex-Sudan). Central composite rotatable composite design (CCRD) [19], [20] was adopted to predict responses based on a few sets of experimental data in which all factors were varied within a chosen range. Results from preliminary trials were used to select suitable extrusion cooking conditions, including screw configuration and die size and to reduce the number of variables in the experimental design. A two-factor three level experimental design was adopted for this work (Table I).
Table I. Independent variables and coded levels used for the central composite rotatable design (CCRD)
| Variables Levels | |||||
| + α | +1 | 0 | -1 | – α | |
| Feed moisture (%) X1 | 27.28 | 25.00 | 19.50 | 14.00 | 11.72 |
| Screw speed (rpm) X2 | 370.71 | 350.00 | 300.00 | 250.00 | 229.29 |
Where α =1.41421
Table II. Experimental design schedule for Two-Factors Central Composite Rotatable Design.)
| Run Feed Moisture (%)X1 | Screw Speed (rpm) X2 | |
| 1 | 14 (-1) | 250 (-1) |
| 2 | 25 (+1) | 250 (-1) |
| 3 | 11.72 (-a) | 350 (+1) |
| 4 | 27.28(+a) | 350 (+1) |
| 5 | 19.50 (0) | 300 (0) |
| 6 | 19.50 (0) | 300 (0) |
| 7 | 19.50 (0) | 229.29 (-a) |
| 8 | 19.50 (0) | 370.71 (+a) |
| 9 | 19.50 (0) | 300 (0) |
| 10 | 19.50 (0) | 300 (0) |
| 11 | 19.50 (0) | 300 (0) |
| 12 | 19.50 (0) | 300 (0) |
| 13 | 19.50 (0) | 300 (0) |
Source: [21]
Regression analysis was used to develop predictive models for the measured responses according to [22], [21] and determine the optimum processing conditions for producing thermo-extrudates. 2.4 Determination of Protein, Tannin, Phytate and Functional properties of thermo- extrudates Analyses were carried out in triplicates.
Protein analysis
Protein content was measured according to 922.3 [18], using a Kjeltec auto distillation unit, (Model FossTM TecatorTM KjeltecTM 8200 with an automatic titrator, that was equipped with tecator digester Model 8, used with Hanna magnetic stirrer Model HI 300).
Calculation:
Protein content was measured according to 922.3 [18], using Kjeltec auto distillation unit, (Model FossTM TecatorTM KjeltecTM 8200 with an automatic titrator, that was equipped with tecator digester Model 8, used with Hanna magnetic stirrer Model HI 300).
% PROTEIN = (T – B) X N X 14.007 X 100 X F
W1 (1)
W1 = Sample weight
N = Normality of acid to 4 decimal places
T = Titration volume of sample (ml)
B = Titration volume of blank (mL)
F = Conversion factor for nitrogen to protein = 6.25 for food & feeds.
Tannin content
Defatted flour, 0.2 g, was weighed a 50 mL sample bottle, and 10 mL of 70% aqueous acetone was added and covered. The bottles were shaken in an ice- bath shaker for 2 h at 30C, each solution was then centrifuged, and the supernatant layer was stored in an ice-bath. A small quantity of the solution, 0.2 mL was pipetted into the test tube, 0.8 mL of distilled water was added. Standard Tannic acid (STA) was prepared from 0.0005 g/mL stock which was equivalent to 0.5 mg / mL Folin- Ciocalteus reagent and 2.5 mL of 10% NaCO3 were added to both 1 mL (0.5 mg/ml) Tannic acid and 1 mL (0.2 mL + 0.8 mL H20) sample solution. They were vortex and allowed to incubate at 29 oC for 40 min. The
absorbance of the serial dilution of both standard tannic acid and the sample solution were read at 750 nm and the absorbance recorded. The graph of the absorbance of STA serial dilution was plotted against the concentration; the plotted graph was used to read the unknown concentration of the analysed sample.
Phytate content
Phytate content was determined using the method of [23]. Five hundred milligrams (500 mg) of the sample were extracted with 20 mL of 2.4% HCl (0.65 N) for 2 h at 29 oC on a rotary shaker. The extract was centrifuged for 15 min) and the supernatant was decanted and filtered through Whatman number 1 filter paper. A 3 mL aliquot of the filtrate was diluted to 18 mL with distilled water, and the diluted sample passed through a 200–400 mesh AG1-X8 chloride anion exchange resin, taking care that no more than 3 mg phytate per 1.0 g of resin was applied. Inorganic phosphorus was eluted with 0.07 M NaCl, followed by elution of phytate with 0.7 M NaCl. Phytate was determined colourimetrically, based on the pink colour of the Wade reagent, which was formed upon the reaction of ferric ion and sulfosalicylic acid, and which had an absorbance maximum at 500 nm. In the presence of phytate, the iron is sequestered and unavailable to react with sulfosalicylic acid, resulting in a decrease in pink colour intensity.
Water absorption capacity (WAC)
Water absorption capacity (WAC) was determined
using a technique developed for cereals [20].
Fifteen milliliters distilled water Fifteen milliliters distilled water was added to 1 g of flour in a weighed 25 mL centrifuge tube; the tube was agitated on a vortex mixer for 2 min with a RCF ≈ 1789.12 g, for 20 minutes. The supernatant was decanted into an evaporating dish of known weight.
The WSI is the weight of dry solids in the supernatant expressed as a percentage of the original weight of the sample. WAC was calculated as the mass ratio of the remaining gel in the centrifuge tube to the original mass of the sample. Determinations were made in triplicate. Where masses were determined in g.
WAC (%) = (Mass of gel) / (Mass of flour) (2)
Subsequently,
WSI (%) = Weight of dry solids in supernatant X 100
Dry weight of flour (3)
Oil absorption capacity (OAC)
Oil absorption capacity (OAC) was determined according to the method of [24].
Ten mililiters m of refined corn oil was added to 1g of the flour in a weighed 25- or 50-ml centrifuge tube. The tube was agitated on a vortex mixer for 2 min, and centrifuged at 4000 rpm for 20 min. The volume of free oil was recorded, and the oil was decanted. The tube was weighed with its content.
Calculation: Oil absorption capacity is expressed as ml oil bound by 100g dry flour.
Oil absorption capacity (OAC) = gel (g) / Weight of sample (g) (4).
Bulk density
Lose and packed bulk density (BD)
This was determined according to the method of [25]. Ten grams of sieved flour sample (m) was weighed into a dry graduated 25 mL measuring cylinder. The flour was gently introduced without compacting, it was then carefully leveled, and the unsettled apparent volume is recorded as Vo.
The bulk density lose (BDL) is calculated in g per mL using the formula:
BDL = m/Vo (5)
Where m = mass of flour, Vo = volume of flour in the measuring cylinder.
The packed density (BDP) of flour was obtained by tapping a graduated measuring cylinder containing a known weight of powder sample (m) about ten times from a height of 5cm. After observing the initial powder volume or mass, the measuring cylinder was tapped several times, and volume or mass readings were taken until little further volume or mass change was observed (Vf), and the final volume of sample was recorded.
BDP = Weight of sample (m) (g) / Final Volume (Vf) of sample after tapping (cm3) (6)
Where m = mass of flour, Vf = final volume of flour in the measuring cylinder.
Solubility and Swelling capacity
The solubility and swelling capacity were determined according to the method of [20]. The flour was milled into fine particles and dried to constant weight. One gram of the sample was weighed into a 50 mL centrifuge tube and 15 mL of distilled water was added and shaken for 5 minutes at low speed. The tube was transferred into a water bath and heated for 40 min at 80-85 oC with constant stirring. It was then centrifuged for 20 min at 2,200 rpm. 5 mL of the supernatant was carefully decanted into a pre- weighed can and dried at 100oC to constant weight. Cooling was done in a desiccator, after which it was then weighed. The precipitate was weighed with the centrifuge tube.
% Solubility = Wt of soluble x 100 (7)
Swelling capacity = Wt of sediment / Sample Wt – Wt of soluble (8)
Statistical Analyses
Data on chemical analyses and functional properties of thermo-extrudates collected from the experiments were in triplicates. The results were all subjected to statistical analysis, using Analysis of variance (ANOVA), means were separated using Turkey’s test at 95% level of probability as described by [26], and computation was done using SPSS software package version 21, (2013). Design Expert version 8.0.4. software (Stat-Ease Inc., Minneapolis, MN, USA) was used to perform statistical analysis on the results of the central composite rotatable design; the results were average of three determinations.
The response was related to a function of independent variables by a quadratic polynomial model:
Y = βo + β1X1 + β2X2 + β11X12 + β22X22+ β12 X1X2 + e (9)
Where Y is a dependent variable, βo represent a constant coefficient, β1, and β2 represent the coefficient of linear terms, β11, β22, represent the coefficient of quadratic terms and β12 represent the coefficient of interaction term of the model; and X1, X2, X12 X22 and X1X2 represent the linear, quadratic and interaction effects of the independent variables respectively in coded values (-1, 0 and 1) and e is the random error, to account for the inability to determine the true model.
The goodness of fit of the model was evaluated by the coefficient of determination R2. The significance of all the terms in the polynomial equation was evaluated by computing F-values this was analyzed at probability levels (P< 0.1, P < 0.01, and P< 0.001). To visualize the relationship between responses and experimental levels for each factor the fitted polynomial equation was expressed as 3D surface plots [27]. Numerical Optimization was conducted to determine optimum processing conditions for producing thermoextrudates from defatted flours of local varieties of sesame based on desirability function approach by analyzing response variable using Design Expert version 8.0.4 software for Windows.
RESULTS AND DISCUSSIONS
Effects of extrusion on the Protein, Tannin and Phytate contents of thermo-extrudates of sesame (Bogoro, E8 and Ex-Sudan) varieties
There were significant (p<0.05) differences in values of protein contents in the thermo-extrudates (Table III). The protein content ranged from 28.73 to 30.42 (%), 40.24 to 44.72 (%), and 40.34 to 44.72 (%) in Bogoro, E8, and Ex- Sudan respectively. The high values of the protein content obtained were comparable to those reported for legume seed flours such as cowpeas and soya beans, [28] and for cowpea flours [29], [30] and the values reported for lentil flour by [31].
Extrusion decreased the protein contents of the thermo- extrudates with increase in feed moisture in all the thermo- extrudates, as the screw speed of the extruder was increased from 250 rpm to 350 rpm there was decrease in protein contents at all levels of feed moisture in Bogoro, E8 had an initial increase at 14% FM and a decrease of protein content at 20 and 25% FM, whereas in Ex-Sudan the protein content initially decreased at 14% FM and it decreased at 20 and 25% FM. This could be attributed to varietal differences.The decrease in protein content with increasing feed moisture was consistent with trend reported by [32]; they observed that protein content of the extrudates decreased with increase in moisture.
Dehulling and extrusion were found to reduce the tannin and phytate contents in the thermo-extrudates. Bogoro thermo-extrudates had the highest quantity of tannin, which could be attributed to the variety, the seeds were brown, and the seed coat was difficult to dehull, whereas E8 and Ex-Sudan are white seed varieties with easy to dehull seed coats. The tannin contents in the thermo- extrudates ranged from 11.00 to14.17 (mg/ 100 g), 9.83 to 12.50 (mg/100 g), and 7.50 to 12.57 (mg/100 g) in Bogoro, E8, and Ex-Sudan respectively, the tannin contents were significantly affected by both feed moisture and screw speed. As the feed moisture was increased from 14 to 25%, the tannin contents in the thermo-extrudates reduced (Table III), when the screw speed was increased from 250 to 350 rpm, the tannin contents of all the thermo-extrudates decreased.
The phytate contents of the thermo-extrudates ranged from 19.33 to 25.00 (mg/100 g), 17.00 to 21.50 (mg/100 g), and 16.00 to 22.83 (mg/100 g) in Bogoro, E8, and Ex-Sudan respectively. As the feed moisture was increased from 14 to 25%, the phytate contents decreased in all the thermo- extrudates, however it was observed that at 20% feed moisture there was an increase in the phytate contents of both E8 and Ex-Sudan before the decrease at 25% feed moisture. As the screw speed of the extruder was increased from 250 rpm to 350 rpm, the phytate contents also decreased in all the thermo- extrudates. The variations in phytate and tannin contents could be attributed to cultivars, application of high phosphate fertilizer during planting [33], post- harvest treatments and method of oil extraction.
The tannin content of the thermo-extrudates showed that there was a reduction by 41% in Bogoro, 40% in E8 and 46% in Ex-Sudan; this was in agreement with values reported by [34], [35]. The decrease observed in tannin content with increase in FM and SS, agreed with [36], [37]. References [38], [39] reported that moist heat reduced tannin contents. Phytate contents of the thermo-extrudates reduced by 28%, 32% and 30% in Bogoro, E8 and Ex-Sudan, respectively, this was in agreement with the trend reported by [40]. Autoclave treatment was reported to reduce the phytate contents of whole and dehulled white sesame by 40.75% and 46.20%, respectively [41], while cooking was found to reduce the phytate contents by 37.45% and 38.90%, [35] reported that extrusion cooking reduced phytate level of pigeon pea and unripe plantain blends by 68.8%, whereas [37] reported a reduction of 28% after roasting sesame seeds. Soaking was found to reduce phytic acid contents of chickpeas and black gram [42]. The reduction of phytate after thermal processing may be due to the formation of insoluble complexes of phytin between the phytate and other components such as protein or minerals [37] or leaching out during soaking process in which phytase is released. The reduction of tannin and phytate contents will improve the nutritional quality of the thermo-extrudates [41].
Table III. Protein, Tannin and Phytate contents of thermoextrudates of sesame (Bogoro, E8, and Ex-Sudan) varieties.
| Feed moisture (%) | Screw speed (rpm) | Variety | Protein % | Tannin (mg/100g) | Phytate (mg/100g) |
| 14 | 250 | Bogoro | 29.93b | 14.17d | 25.00d |
| 14 | 350 | 28.73a | 13.00c | 23.83c | |
| 20 | 250 | 29.66b | 12.67c | 21.33b | |
| 20 | 350 | 29.05a | 11.67b | 21.00b | |
| 25 | 250 | 30.42c | 11.00a | 21.00b | |
| 25 | 350 | 28.83a | 11.00a | 19.33a | |
| 14 | 250 | E8 | 43.89d | 12.50c | 20.00d |
| 14 | 350 | 44.72e | 11.50b | 19.17c | |
| 20 | 250 | 42.27c | 11.83b | 21.50e | |
| 20 | 350 | 42.03c | 11.50b | 20.17d | |
| 25 | 250 | 41.13b | 10.10a | 18.33b | |
| 25 | 350 | 40.34a | 9.83a | 17.00a | |
| 14 | 250 | Ex-Sudan | 46.66d | 12.67d | 22.83e |
| 14 | 350 | 46.25d | 10.67c | 19.83c | |
| 20 | 250 | 46.66d | 10.67c | 21.17d | |
| 20 | 350 | 44.76c | 9.67b | 20.00c | |
| 25 | 250 | 40.24a | 7.67a | 18.00b | |
| 25 | 350 | 41.48b | 7.50a | 16.00a |
Values are mean of triplicate determination.
Means with different superscripts within the same column are significantly (p<0.05) different.
Effects of extrusion conditions on some of the functional properties of thermo-extrudates of sesame (Bogoro, E8 and Ex-Sudan) varieties.
The water absorption capacity (WAC) for the thermo- extrudates (Table IV) showed that the coefficient of determination (R2) values was low for the thermo- extrudates. The WAC of Bogoro thermo-extrudate (Table V) showed significant (p<0.05) difference within the treatments. Regression analysis for Bogoro (Table IV) showed that moisture had significant (p<0.01) positive quadratic effect on the WAC. The 3D surface plot (Fig. 1) of the model showed that as FM increased, the WAC increased whereas WAC decreased with an increase in SS. The extrusion parameters FM and SS from Table V for E8 had no significant (p>0.05) effect on the WAC. The model was not significant (p>0.05) for WAC. From the interaction effect of the surface plot (Fig. 2), as the FM was increased the WAC had an initial increase before the decrease at a high FM. When the SS was increased, there was an initial increase in the WAC before a decrease at high SS. From Table V, the WAC of Ex-Sudan shows that there was a significant (p<0.05) difference; the regression for the model was not significant (p>0.05), as shown in Table IV. Interaction effect surface plot (Fig. 3) for WAC of Ex- Sudan, showed that there was increase in WAC with an increase in FM and SS, respectively, giving a saddle shape. The oil absorption capacity (OAC) for Bogoro, E8 and Ex- Sudan thermo-extrudates are shown in Table IV showing that the R2 values for OAC for Bogoro was high (R2=0.85) and it could predict 85% in the variability of responses, for E8 the OAC (R2=0.61) and for Ex-Sudan OAC (R2=0.67) could predict 61% and 67% variability in the responses.
From the regression analysis result, the model had a significant (p<0.01) positive intercept for Bogoro, while the FM had significant (p<0.1) negative linear effect, and the SS had a significant (p<0.001) positive quadratic effect on the OAC. From the interaction surface plot (Fig. 1) as the FM increased, the OAC decreased up to FM 19%, after which the OAC increased with FM increase, similarly, there was increase OAC with an increase in SS. The OAC for E8 was not (p<0.05) significant. The SS had a significant (p<0.1) negative quadratic effect on the OAC. From the interaction surface plot (Fig. 2) as the FM increased, the OAC decreased when the FM increased from 14% to 22.8% after which there was an increase with increase in FM. When the screw speed of the extruder was increased from 250 to 350 rpm,the SS also increased, causing an increase in the OAC, this was followed by a further increase, after which the increase remained constant. The OAC for Ex-Sudan showed a significant (p<0.05) difference. The regression analysis (Table IV) showed that the intercept was significant (p<0.01) with adverse effect, FM had a significant (p<0.01) negative quadratic effect and a significant (p<0.1) negative interaction (FM x SS) effect on the OAC while the 3D interaction plot (Fig. 3) showed that there was a rapid increase in OAC with increase in FM and SS up to 350 rpm, after which it then remained constant.
The bulk density packed BDP for Bogoro and E8 had high R2 values, BDP (R2=0.97) and (R2=0.74) respectively (Table IV) and could be used to predict 97% and 74% in the variability of the responses. The regression model, (R2=0.56) for Ex-Sudan BDP could predict 56% of variations in the responses.
The BDP for Bogoro showed that there were significant (p<0.05) differences [0.65 to 0.67 (g/cm3)], from the regression analysis from Table IV, it showed that the intercept had a significant (p<0.001) positive effect, FM had a significant (p<0.001) negative linear effect, and the SS had a significant (p<0.1) negative effect on the BDP. From the 3D surface plot (Fig. 1) as the FM and SS was increased, the BDP decreased. The BDP for E8 was significantly (p<0.05) different, from the regression analysis Table IV showed that the intercept did not have a significant (p>0.05) effect on the BDP, The interaction 3D surface plot (Fig. 2) as the FM increased from 14% to 16.20% the BDP increased, but from 16.20% to 25%, the BDP decreased, and when the SS of the extruder was increased, the BDP also increased. The BDP for Ex-Sudan showed there were significant (p<0.05) differences, from the regression analysis in Table IV showed that the intercept had no significant (p>0.05) effect on the BDP, however, FM had a significant (p<0.1) negative quadratic effect on the BDP, SS did not have any significant (p>0.05) effect on the BDP. From the interaction effect surface plot (Fig. 3) there was increase in BDP with increase in FM and SS.
The solubility (SOL) for the Bogoro, E8 and Ex-Sudan thermo-extrudates showed that the R2 values were high and significant. Bogoro had SOL (R2=0.99), E8 SOL (R2=0.82) and Ex-Sudan SOL (R2= 0.94); they could be used to predict 99, 82 and 94% of the variability in the responses based on trends. From Table V, the SOL was significantly (p<0.05) different for all the thermo-extrudates, the result of the regression showed that the model for Bogoro had significant (p<0.001) positive effect and FM had significant (p<0.001) linear effect, the SS had significant (p<0.001) negative linear effect, on the SOL. The 3D surface plot (Fig. 1) showed that as FM and SS increased, the SOL increased. From the regression analysis in Table IV for E8, the model had significant (p<0.1) positive effect whereas FM had significant (p<0.01) quadratic effect and a significant (p<0.1) positive interaction (FM x SS) effect on the SOL. From the 3D surface plot (Fig. 2), as the FM and SS increased, the SOL also increased. From Table IV for Ex- Sudan, the model of SOL had significant (p<0.01) negative effect, SS had significant (p<0.01) negative linear effect, FM had a significant (p<0.1) negative quadratic effect, and a significant (p<0.1) positive interaction (FM x SS) effect. From the 3D surface plot (Fig. 3) as the FM and SS increased the SOL increased.
The regression model for Bogoro SC (R2=0.97) and for E8 SC (R2=0.70) was high could predict 97% and 70% variability in the responses based on trends, whereas the SC for Ex-Sudan (R2 =0.59) could predict only 59% of the variability in the responses. Table V showed that the intercept was significant (p<0.001) for Bogoro, and it had a positive effect. The FM had significant (p<0.001) negative linear effect, and the SS had significant (p<0.1) positive linear effect and a significant (p<0.001) positive quadratic effect. The interaction effect surface plot (Fig. 1) showed that as the FM and SS increased, the swelling capacity increased. From Table V for E8, the intercept had a significant (p<0.1) positive correlation with the SC. The FM had significant (p<0.1) positive quadratic effect, while the interaction (FM x SS) was significant (p<0.1) with a positive effect on the SC. From the 3D surface plot (Fig. 2), as the FM increased, the SC also increased, when the SS increased to 325 rpm, the SC decreased, but when it was increased to 350rpm, the SC increased, so with increased SS the SC increased. The swelling capacity was not significantly different (p>0.05) between the thermo- extrudates of Ex-Sudan. Table V showed that the intercept had no significant (p>0.05) effect on the SC. However, the SS had a significant (p<0.1) negative linear effect on the SC. The 3D surface plot (Fig. 3) showed that as FM increased, the SC increased, but with the SS, as it was increased from 250 to 300 rpm the SC decreased, when the SS was increased to 350 rpm, the SC increased.
Water absorption capacity depends on the availability of hydrophobic groups, which bind water molecules, and on gel forming capacity of macromolecules, [43]. Legume proteins have hydrophilic groups as the protein denature during extrusion cooking it, leads to loss of hydration capacity of the protein molecules [43]. Water absorption capacity was significantly affected by quadratic positive effect of FM in Bogoro thermo-extrudates. WAC increased as the FM and SS increased in Bogoro, similar trend was reported by some researchers [31], [32], [43], [44]. However, [45], [46], [47], [48], [49] reported a contrary trend, these authors reported a decrease in the WAC with increase in the FM, this was observed only in E8 at low SS and in Ex-Sudan at high SS, this could be attributed to botanical source.
Oil absorption capacity can be used as an indicator of the hydrophobic nature of the extrudates [50]. The oil absorption capacity increased with increase in FM and SS, and the model was significant for Bogoro and Ex-Sudan, it was observed that both FM and SS had significant effects on the oil absorbing capacity. Reference [31] reported a decrease in the OAC when the FM was increased, contrary to what was obtained in this study. According to [51], presence of molecules as a result of extrusion cooking using high temperature could be responsible for increased OAC. However, in this study, formation of smaller molecules could be as a result of high shear extrusion screws used, which led to mechanical degradation rather than thermal degradation thereby resulting in the increased OAC, and a rather high specific mechanical energy (658.95 to 1012.41kJ/kg) was generated during extrusion in this study (result not shown).
Bulk density is linked to expansion ratio in describing the degree of puffiness in extrudates; it is a measure of how much expansion has occurred as a result of the extrusion process. However, the thermo-extrudates obtained in this study were from high protein flour, and it was not the conventional expanded extrudate from a high carbohydrate or starch source; it was dense, with low expansion. The BD result was contrary to what was reported by [22], [45], [52], [53] in which high FM increased the BD. This was true for only Ex-Sudan variety; the differences could be as a result of the high protein content. Bogoro and E8 varieties had lower BD as the FM increased this may be attributed to varietal differences.
Extrusion cooking causes loss of solubility as a result of denaturation resulting from the temperature and mechanical friction encountered in the extruder; this would lead to structural changes, according to [43]. The solubility of the thermo-extrudates showed high R2 values that were significant at (p<0.001); the FM and SS significantly affected the solubility. When the FM and SS were increased, there was an increase in the solubility in Bogoro and E8 this was in agreement with the report of [45]. They observed an increase in solubility with increase in FM at low temperature of extrusion. References [46], [54] also reported that as the SS increased the WSI increased, in agreement with this study. The increase in solubility of the thermo-extrudates may be as a result of reduction of the secondary structure, the unfolding of the protein molecules, and the low temperature (100oC) of extrusion [55].
Optimization of process conditions for functional properties of thermo-extrudates
Based on desirability function approach, the feed moisture and screw speed were minimized, WAC and SOL were maximized, OAC and BD were minimized, and the SC was maximized, for Bogoro, E8 and Ex-Sudan respectively. Using Design Expert 8.0.4 software, the optimized functional properties for Bogoro thermo-extrudates with a desirability of 0.55 were FM 21.91%, SS 286.40 rpm, which resulted in WAC of 155.90%, SOL of 13.31%, OAC of 132.97%, BD of 0.65 g/cm3 and SC of 1.45%, for E8 Sthermo-extrudate with a desirability of 0.74 was FM 14%, SS 250 rpm, that resulted in WAC of 168.55%, SOL of 14.34%, OAC of 138.27%, BD of 0.66g/cm3 and SC of 1.53% and for Ex-Sudan with a desirability of 0.59 was FM 17.75%, SS 250rpm, which resulted in WAC of 183.44%, SOL of 12.94%, OAC of 146.83%, BD of 0.66 g/cm3 and SC of 1.55%. E8 was the most desirable with of 0.74 for functional properties, which was closer to 1.
CONCLUSIONS
From the present investigation, it can be concluded that extrusion process using a twin-screw extruder reduced the protein content in the thermo-extrudates, as SS increased the protein content of Bogoro decreased whereas for E8 and Ex-Sudan as the feed moisture increased the protein content decreased. The tannin and phytate contents were reduced and were significantly (p<0.05) affected by FM and SS thereby improving the bioavailability of the nutritional characteristics of the thermo-extrudates. Functional properties were affected significantly (p<0.05) by both process conditions; (FM and SS). Response surface methodology was effective in explaining the effects of extrusion process variables [feed moisture (14-25%), screw speed (250-350 rpm) and temperature of 100 oC] during the optimization of functional properties of thermo-extrudates produced from the defatted flour of sesame.
Values obtained for oil absorption capacity (OAC) showed that the flour has the ability to physically bind fat and act as flavor retainer. Optimum processing conditions for E8 thermo-extrudate with desirability of 0.74 are feed moisture of 14% and screw speed of 250 rpm, which could be recommended for processing of thermo-extrudates that could add value, and be used in food processing industries. This study established that defatted flour from Sesame (Bogoro, E8 and Ex-Sudan) varieties have functional attributes that can improve food properties.
Table IV: Actual values of the regression coefficient for prediction of functional properties of thermo-extrudates of sesame (Bogoro, E8 and Ex-Sudan) varieties
| Coefficient | Bogoro | ||||||
| WAC (%) | OAC (%) | BDP
(g/cm3) |
SOL (%) | SC (%) | |||
| β0 | +211.39 | +330.25** | +0.72*** | +9.89*** | +1.36** | ||
| β1 | -3.60 | -13.64* | 0.00*** | +0.18*** | -0.02*** | ||
| β2 | -0.14 | -0.33 | 0.00* | -0.00*** | +0.00* | ||
| β11 | +0.01* | 0.012727 | +0.00 | -0.00 | -0.00 | ||
| β22 | +0.02 | +0.43*** | +0.00 | -0.00 | +0.00*** | ||
| β12 | -0.00 | +0.00 | -0.00 | +0.0 | +0.00 | ||
| R2 | 0.56 | 0.85 | 0.97 | 0.99 | 0.97 | ||
| F-Value | 1.77 | 8.25 | 44.14 | 219.92 | 53.55 | ||
| E8 | |||||||
| β0 | +132.70 | +158.34 | +0.59 | +34.27* | +4.72* | ||
| β1 | +0.89 | +2.23 | +0.01 | -0.57 | -0.08 | ||
| β2 | +0.21 | -0.28 | -0.00 | -0.10 | -0.02 | ||
| β11 | -0.00 | +0.00 | -0.00 | +0.00** | +0.00* | ||
| β22 | -0.03 | -0.06* | -0.00 | -0.00 | +0.00 | ||
| β12 | 0.00 | +0.00 | +0.00 | +0.00* | +0.00* | ||
| R2 | 0.34 | 0.61 | 0.74 | 0.82 | 0.70 | ||
| F-Value | 0.72 | 2.20 | 3.96 | 6.34 | 3.27 | ||
| Ex-Sudan | |||||||
| β0 | +108.92 | 214.34* | +0.41 | +31.00** | +1.54 | ||
| β1 | +6.24 | +4.56 | +0.01 | +1.76 | +0.04 | ||
| β2 | +0.15 | +2.21 | +0.00 | -0.23** | -0.00* | ||
| β11 | -0.02 | -0.02* | -0.00* | -0.00* | -0.00 | ||
| β22 | -0.04 | +0.06 | -0.00 | -0.00 | -0.00 | ||
| β12 | +0.00 | -0.00* | -0.00 | +0.00* | +0.00 | ||
| R2 | 0.44 | 0.67 | 0.56 | 0.86 | 0.59 | ||
| F-Value | 1.11 | 2.89 | 1.74 | 8.31 | 2.01 | ||
Key: WAC – Water Absorption Capacity, SOL- Solubility, OAC – Oil Absorption Capacity, BDP – Bulk Density Packed, SC – Swelling Capacity
β0 = intercept (model), β1 = linear coefficient (Feed moisture), β2= linear coefficient (screw speed), β11 = quadratic coefficient (Feed moisture),
β22 = quadratic coefficient (screw speed), β12 = interactive coefficient (Feed moisture, screw speed), R2 = coefficient of determination.
Significant levels: *** 0.001, ** 0.01. * 0.1
| Feed Moisture (%) | Bogoro
Screw speed (rpm) |
WA C (%) | OAC (%) | BDP (g/cm3) | SOL (%) | SC (%) | |
| 14 | 250 | 151.67a | 135.00b | 0.67c | 12.33a | 1.34a | |
| 14 | 350 | 150.00a | 133.33ab | 0.66b | 12.77b | 1.40ab | |
| 20 | 250 | 155.00b | 130.00a | 0.66b | 12.93bc | 1.40ab | |
| 20 | 350 | 155.00b | 131.67ab | 0.66b | 13.03c | 1.43b | |
| 25 | 250 | 155.00b | 135.00b | 0.65a | 13.47d | 1.50c | |
| 25 | 350 | 158.00b | 133.33ab | 0.65a | 13.77d | 1.50c | |
| Feed Moisture (%) | E8
Screw speed (rpm) |
WA C (%) | OAC (%) | BDP (g/cm3) | SOL (%) | SC (%) | |
| 14 | 250 | 170 | 140 | 0.66b | 13.33a | 1.40a | |
| 14 | 350 | 165 | 140 | 0.67c | 13.87b | 1.47b | |
| 20 | 250 | 165 | 135 | 0.66b | 13.33a | 1.40a | |
| 20 | 350 | 170 | 140 | 0.66b | 13.63b | 1.50b | |
| 25 | 250 | 165 | 135 | 0.65a | 13.57b | 1.50b | |
| 25 | 350 | 165 | 140 | 0.65a | 14.37c | 1.60c | |
| Feed Moisture (%) | Ex-Sudan
Screw speed (rpm) |
WA C (%) | OAC (%) | BDP (g/cm3) | SOL (%) | SC (%) | |
| 14 | 250 | 185.00c | 156.67d | 0.67b | 15.33b | 1.60 | |
| 14 | 350 | 190.00d | 135.00a | 0.67b | 16.10c | 1.60 | |
| 20 | 250 | 188.33d | 160.00e | 0.66a | 10.47a | 1.50 | |
| 20 | 350 | 170.00a | 141.67b | 0.66a | 10.47a | 1.50 | |
| 25 | 250 | 175.00b | 150.00c | 0.66a | 10.47a | 1.50 | |
| 25 | 350 | 170.00a | 140.00b | 0.66a | 10.47a | 1.50 | |
Values are mean of triplicate determination
Means with different superscript within the same column are significantly (p<0.05) different.

WAC: R2 = 0.56; SOL: R2 = 0.99; OAC: R2 = 0.85; BDP: R2 = 0.97; SC: R2 = 0.97
Fig. 1: Response surface plot of effects of feed moisture content (%) and screw speed (rpm) on the water absorption capacity, solubility, oil absorption capacity, bulk density (packed) and swelling capacity of sesame (Bogoro) variety.
WAC: R2 = 0.34; SOL: R2 = 0.82; OAC: R2 = 0.61; BDP: R2 = 0.74; SC: R2 = 0.70
Fig. 2: Response surface plot of effects of feed moisture content (%) and screw speed (rpm) on the water absorption capacity, solubility, oil absorption capacity, bulk density (packed) and swelling capacity of sesame (E8) variety.

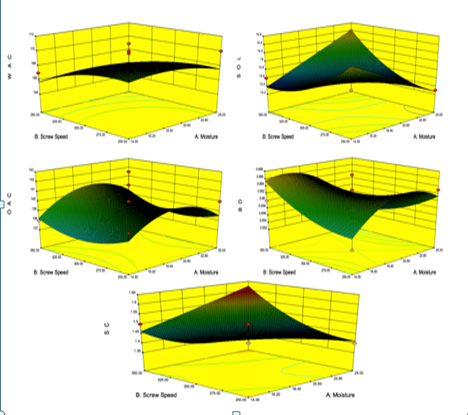
WAC: R2 = 0.44; SOL: R2 = 0.94; OAC: R2 = 0.67; BDP: R2 = 0.56; SC: R2 = 0.59
Fig. 3: Response surface plot of effects of feed moisture content (%) and screw speed (rpm) on the water absorption capacity, solubility, oil absorption capacity, bulk density (Packed) And Swelling Capacity Of Sesame (Ex- Sudan) Variety.
ACKNOWLEDGMENTS
The authors acknowledge the Tertiary Education Trust Fund for their financial support and the Department of Grain Science & Industry, Shellen berger Hall, Kansas State University, Manhattan, Kansas, USA, for extrusion laboratory and equipment use.
REFERENCES
- T. Kahyaoglu, and S. Kaya, “Modeling of moisture, color and texture changes in sesame seeds during the conventional roasting”, J. of Food Eng., vol. 75, pp 167– 177, 2006.
- RMRDC, Raw Materials Research and Development Council, “Report on Survey of Agro-Raw Materials in Nigeria” Beniseed (Maiden Edition) pdf, Abuja, Nigeria, Oct. 2004.
- V.I.O. Olowe, “Production Potential for Sesame in Forest Savanna of Southwest Nigeria” MUARIK Bulletin, vol. 7, pp. 20 -29, 2004.
- V.I.O. Olowe, J.O. Adeosun, A.A. Musa, and E. Ajayi, “Characterization of Some Accessions of Sesame in a Forest Savanna Transition location of Nigeria”, J of Sustainable Agric. and Envir, vol. 5, pp 1, 2003.
- U.E. Inyang and V. Nwadimkpa,
Properties of Dehulled Sesame (Sesamum indicum L.) Seed flour” J. of Amer. Oil Chem. Soc., vol69, no 8, pp 819-822, 1992. - M.E. Eleazar, H.G. Salvador, C.M. Alicia, and G.A. Grillerrmo, “Simplified process for the production of sesame protein concentrate. Differential scanning calorimetry and Nutritional physiochemical”, Food and Agric. Org. vol 83, pp. 972 – 979, 2003.
- A.P. Alobo, “Effect of sesame seed flour on millet biscuit characteristics” Plant Foods for Hum. Nutr. vol.56, pp. 195-202, 2001.
- S.O.S. Saldivar, J.R. Abril-Dominguez, G. Lopez- Ahumada, and R. Ortega-Ramirez, “Nutritional evaluation of table bread fortified with defatted soybean and sesame meals”, Arch. LatinoamNutr., vol. 49: pp. 260–264, 1999.
- S. Jung, P.A. Murphy, and L.A. Johnson, “Physicochemical and functional properties of soy protein substrates modified by low Levels of protease hydrolysis”, J. Food Sci. vol. 70, pp. C180-C187. 2005.
- K. Bandyopadhyay and S. Ghosh, “Preparation and characterization of papain-modified sesame (Sesamum indicum L.) protein isolates”, J. Agric.u and Food Chem., vol. 50, pp 6854-6857. 2002.
- W.A.O. Afolabi, C.R.B. Oguntona, and B.B. Fakunmoju, “Acceptability and chemical composition of bread from Beniseed composite flour”. Nutri. Food Sci. vol.31: pp. 310–313, 2002.
- F. de Fatima, M. Marques, P.S. Bora, and N. Narain, Development of some High-protein conventional foods based on Wheat and Oilseed. J. Food Sci. Tech. vol. 37 pp. 394–399, 2000.
- M.N. Riaz, “Selecting the Right Extruder” in Extrusion Cooking, Technologies, and Applications, R. Guy, (Ed) CRC. Woodhead Publishing (2010 re-print), North America, FL. USA., 2010, pp. 29-49.
- P. Fellows, “Food Processing Technology Principles and Practice” (2nd ), Woodhead Publishing Limited and CRC Press. Boca Raton FL 33431 USA. 2000, pp. 592.
- K.S. Rhee, E.S. Kim, B.K. Kim, B.M. Jung, and K.C. Rhee, “Extrusion of minced catfish with corn and defatted soy flours for snack foods”, Food Proc. and Preserve., vol. 28, no. 6, pp. 493–496, 2004.
- R.A. Anderson, H.F. Conway, V.F. Pfeifer, and E.L. Griffin, “Gelatinization of corn grits by roll and extrusion cooking”, Cereal Sci. Today, vol.14, pp. 4–12, 1969.
- Y.G. Moharram, H.O.A. Osman, and Y.I.A. Abou- El-Kheir. (1990, March) Wet Decortication of Sesame seeds by New Methods, United Nations University Press, Food and Nutrition Bulletin, 53-70 Jingumae 5-chrome, Shibuya- ku, Tokyo, 150, Japan vol.12, no. 1 [Online]. Available: http://archive.unu.edu/unupress/food/8F121e/8F121E09.htm
- AOAC International. “Official Methods of Analysis of Association of Official Analytical Chemists”, 18th current through Revision 3, 2010) W. Horwitz, and G.W. Latimer (Jr), (Eds) Gaithersburg, Maryland. 20877-2417, USA. 2010.
- M. Alain, M. Muse, C.R. Minka, and J.L. Mbone, “Response surface methodology for optimization of protein concentrates preparation from cowpea (Vigna unguiculata L. Walp)”, Food Chem. vol.110, pp. 735-741, 2008.
- Q-Bo. Ding, P. Ainsworth, G. Tucker, and H. Marson, “The effect of extrusion conditions on the physiochemical properties and sensory characteristics of rice-based expanded snacks”, J. Food Eng. vol. 66,pp. 283- 289, 2005.
- J. Milan-Carrillo, C. Reyes-Moreno, I.L. Camacho-Hernandez, and O. Rouzaud-Sandez, “Optimization ofextrusion process to transform hardened chickpea (Circer arietinum L) into a useful product”, Sci. and Food Agric. vol. 82, pp. 1718-1728.
- X. Meng, D. Threinen, M. Hansen, and D. Driedger, “Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack”, Food Res. Inter., vol. 43, pp. 650–658, 2010.
- M. Latta, and M. Eskin, “A simple method for phytate determination”, Agric. and Food Chem. vol. 28, pp. 113–1315, 1980.
- F.W. Sosulski, M.D. Garratt, and A.E. Slinkard, “Functional properties of ten legume flours”, Institute of Food Sci. and Tech. Journal, 9, pp. 66-69 1976.
- J.C. Wang, J.E. and Kinsella, “Functional properties of novel protein”, Food Sci., vol. 41, pp. 286-2921976.
- R.G.D. Steel, and J.H. Torrie, Principles and Procedures of Statistics: A Biometrical Approach. 2nd McGraw-Hill Kogakusha New York, 1980.
- M.J. Anderson, and P.J. Whitcom, RSM Simplified: Optimizing process using Response surface method for Design of Experiments. Productivity Inc. New York. 2005, 304 pp.
- O. Olaofe, F.O. Adeyemi, and G.O Adediran, “Amino acid mineral and functional properties of some oil seeds”, Agric. and Food Chem., vol. 42, pp. 878-881, 1994.
- C.M.F. Mbofung, Y.N. Njintang, and K.W. Waldron K.W. “Functional properties of cowpea- soy- dry- red beans composite flour paste and sensorial characteristics of “Akara” (deep fat fried food): Effect of whipping conditions, pH, temperature and salt concentration”, Food Eng., vol. 54, pp. 207–214, 2002.
- F.O. Henshaw, K.H. McWatters, J.O Akingbala, and Y.C. Hung, “Functional characterization of flour of selected cowpea (Vigna unguiculata) varieties: Canonical discriminant analysis”, Food Chem. 79 pp. 381-386, 2002.
- A. Lazou and M. Krokida, “Thermal characterization of corn-lentil extruded snacks”, Food Chem. 127, pp. 1625-1633, 2011.
- V. Stojceska, P. Ainsworth, A. Plunkett, and S. Ĭbanoğlu, “The effect of extrusion cooking using different water feed rates on the quality of ready-to-eat snacks made from food by-products”, Food Chem., 114, pp. 226–232, 2009.
- K.E. Akande, U.D. Doma, H.O. Agu, and H. M. Adamu, “Major antinutrients found in plant protein sources: Their effect on nutrition”, Pakistan J. of Nutr. 9 no. 8, pp. 827-832, 2010.
- W.A. Jimoh, E. Fagbenro, and E.V. Adeparusi, “Effect of processing on some Minerals, antinutrients and nutritional composition of sesame (Sesamum indicum) seed meals”, Electronic J. of Envi. Agric. and Food Chem. 10, no. 1, pp. 1855-1864, 2011.
- J.C. Anuonye, A.A. Jigam, A.A. and G.M. Ndeceko, “Effect of extrusion cooking on the nutrient and antinutrients composition of pigeon pea and unripe plantain blends”, App. Pharm. Sci. vol. 02 no. 05, pp. 158-162, 2012.
- M.E. Camire, Chemical and nutritional changes in food during extrusion. In: Extruders in Food Applications, N. Riaz (Ed.) Boca Raton, USA.CRC Press, 2000, pp. 127-147.
- H.E. Embaby, “Effect of heat treatments on certain antinutrients and in vitro protein digestibility of peanut and Sesame seeds”, Food Sci. Tech. Res. 17, no.1. pp. 31 – 38, 2011.
- N. Wang, D.W. Hatcher, and E.J. Gawalko, “Effect of variety and processing on nutrients and certain anti-nutrients in field peas (Pisum sativum)”, Food Chem. 111, pp. 132-138, 2008.
- R.A. Habiba, “Changes in anti-nutrients, protein solubility, digestibility, and HCl-extractability of ash and phosphorus in vegetable peas as affected by cooking methods”, Food Chem. 77, pp. 187-192 2002.
- M.O. Adegunwa, A.A. Adebowale, and E.O Solano, “Effect of thermal processing on the biochemical composition, anti-nutritional factors and functional properties of Beniseed (Sesamum indicum) flour”, Amer. J. of Biochem. and Mol. Bio. pp. 1-8, 2012.
- F.M. Makinde and R. Akinoso, “Nutrient composition and effect of processing treatments on anti nutritional factors of Nigerian sesame (Sesamum indicum Linn) cultivars”, Food Res. J. vol. 20 no. 5, pp. 2293-2300, 2013.
- A. Duhan, B.M. Chauhan, D. Punia, and A.C. Kapoor, “Phytic acid content of chickpea and black gram: Varietal differences and effect of domestic processing and cooking methods”, Sci. of Food and Agric. vol. 49, pp. 449, 1989. https://doi.org/10.1002/jsfa.2740490407
- R.G. Hernéndez-Nava, L.A. Bello-Perez, E. San Martin-Martinez, H. Hernéndez-Sánchez, and R. Mora-Escobedo, “Effect of extrusion cooking on the functional properties and starch components of lentil/banana blends: Response surface analysis”, Revista Mexicana de Ingenierra Quimica, vol. 10 no. 3, pp. 409-419, 2011.
- B. Singh, K.S. Sekhun, and N.S. Singh, “Effects of moisture temperature and level of pea grits on the extrusion behaviour and product characteristics of rice”, Food Chem.100. pp. 198-202, 2007.
- L. Yu, H.S. Ramaswamy, and J. Boye, “Protein rich extruded products prepared from soy-protein Isolate corn flour blends”, LWT Food Sci. and Tech. 50, pp 279-289, 2013.
- K.B. Filli, I. Nkama, and V.A. Jideani, “The effect of extrusion conditions on the physical and functional properties of millet-bambara groundnut based Fura”, Ame J. Food Sci. and Tech. vol.1, no.4, pp. 87-101, 2013.
- K.B. Filli, I. Nkama, U.M. Abubakar, and V.A. Jideani, “Influence of extrusion variables on some functional properties of extruded millet-soybean for the manufacture of “Fura”: A Nigerian Traditional food”, J. Food Sci. vol 4, no. 6, pp. 342-352, 2010.
- M. Seker, “Selected properties of native starch or modified maize starch or modified soy protein mixtures extruded at varying screw speed”, Sci. Food and Agric. vol. 85, no. 7, pp. 1161-1165, 2005.
- K.G. Binoy, J.O Aaron, and S.C. Gour, “Reverse screw element(s) and feed composition effects during twin-screw extrusion of rice flour and fish muscle blends”, J. Food Sci. 61, no. 3, pp. 590-595, 1996.
- R.S. Kadan, R. J. Bryant, and A.B. Pepperman, “Functional properties of extruded rice flours”, Food Sci. vol. 68, no.5. pp. 1669-1672, 2003.
- Drago, O. Velasco-Gonzalez, R. Tores, and M. Valencia, “Effect of extrusion on functional properties and minerals dialyzability from (Phaseolus vulgaris) bean”, Plant Food Hum Nutr. 2007 Jun; 62(2):43-48. doi: 10.1007/s11130-006-0033-5.
- H. Ma, Z. Pan, B. Li, G.G. Atungulu, D.A. Olson, M.M. Wall, and T.H. McHugh, “Properties of extruded expandable breadfruit products”, Lebensm-Wiss. u.-Tech.-Food Sci. and Tech. 46, pp. 326-334, 2012.
- C. Onyango, T. Henle, A. Zienis, T. Hofmann, and T. Bley, “Effect of extrusion variables on fermented maize-finger millet blend in production of “Uji””, Lebensm-Wiss. u.-Techn., 37, pp. 409-415, 2004.
- A. Altan, L. McCarthy, and M. Maskan, “Twin extrusion of barley-grape pomace blends: Extrudate characteristics and determination of optimum processing condition”, Food Eng. vol. 89, no. 1, pp. 24-32, 2008.
- A. Moure, J. Sineiro, J. Dominguez, and J.C. Parajo, “Functionality of oilseed protein products: A Review”, Food Res. Inter., 39, pp. 945-996, 2006.